Сварочный газ что это такое? В это понятие входят все газы, применяемые при сварке. Сварочный газ – это как защитные газы, предохраняющие металл сварочной ванны от контакта с кислородом воздуха, так и активный газ для газовой сварки.
Область применения для полуавтоматов
При электродуговой сварке полуавтоматическим аппаратом облако защитного газа необходимо предотвратить контакт расплавленного металла в сварочной ванне с кислородом, азотом и водяными парами, содержащимися в атмосферном воздухе. Такой контакт приводит к образованию окислов и других нежелательных соединений, ухудшающих качество шва, ведущих к образованию пористости, трещин и других дефектов. Облако защитного газа вытесняет воздух из рабочей зоны и надежно закрывает ее. Газ необходимо постоянно подавать в рабочую зону.
Электродуговая сварка в облаке защитных газов используется для практически всех металлов и их сплавов от черных до цветных, легких, таких как алюминий или магний, и редкоземельных.
Такую технологию используют как на промышленных предприятиях, в полуавтоматических и автоматических агрегатах, так и в небольших ремонтных мастерских. В последнее время оборудование стало доступно и домашним мастерам.
Сущность процесса
Что такое сварка в защитных газах? Для нее необходимо следующее оборудование:
- сварочный полуавтомат,
- баллон с газом,
- сварочная горелка,
- шланг для подачи газа, объединенный с электрическим кабелем и системой охлаждения горелки.
Может применяться и другое вспомогательное оборудование.
В качестве источника тока для сварки, выполняемой в среде защитных газов можно использовать как устаревший сварочный выпрямитель, так и современный инвертор. В составе аппарата смонтирован механизм подачи сварочной проволоки, служащей присадочным материалом.
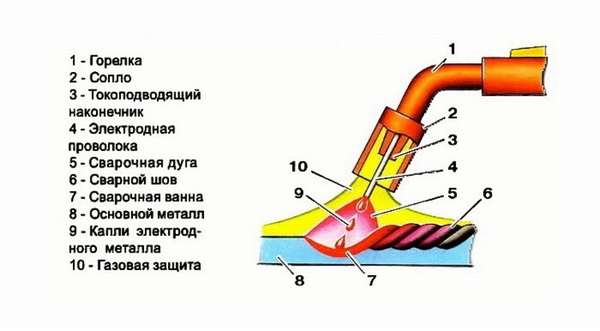
Электродом служит сварочная проволока, на которую подается напряжение. Между ее кончиком и металлом заготовки разжигается электродуга. Ее тепло плавит металл, образуется сварочная ванна. Через сопло горелки подается защитный газ, закрывающий рабочую зону от контакта с кислородом, азотом и водяными парами воздуха.
При перемещении горелки сварочная ванна перемещается вслед за дугой, расплавленный металл, остывая и кристаллизуясь, формирует шов. Производительность процесса в несколько раз перекрывает общемашиностроительные укрупненные нормативы времени, отведенные на ручную дуговую сварку.
Какой газ нужен?
Какой газ и газовые смеси используются в полуавтоматической сварке?
Газ, используемый в качестве защиты, должен быть тяжелее воздуха и сам обладать минимальной химической активностью. Идеальным вариантом являются газообразные инертные элементы, полностью неактивные. Применяются следующие чистые газы:
- Гелий. Применяется для электродуговой сварки цветных металлов, отличающихся высокой активностью, особенно в нагретом состоянии. Цена гелия высока.
- Аргон. Применяется для соединения некоторых цветных металлов и стальных сплавов, включая высоколегированные и нержавеющие. Более доступен по цене, чем гелий.
- Углекислый газ. Не является инертным, но характеризуется низкой химической активностью по отношению к металлам. Широко используется для соединения черных металлов и низколегированных сталей, весьма доступен по цене.
В качестве составляющих газовых смесей применяются:
- Кислород, в небольших количествах добавляется в аргонные и углекислые смеси для улучшения проплавляемости шва.
- Водород, используется в качестве раскислителя (химического восстановителя) при работе с аустенитными нержавеющими сталями.
- Азот, добавляется для повышения устойчивости к коррозии в дуплексных стальных сплавах.
При работе со специальными сталями могут использоваться и другие компоненты смесей.
Газовый состав
При подготовке газовых смесей требуется точно соблюдать нормирование пропорций. Даже малое нарушение заданного состава может привести к значительному изменению свойств и к появлению брака.
Наиболее часто используются такие смеси, как:
- К2: Ar 82% CO2 18%,
- К3.1: Ar 92%, CO2 6% O2 2%,
- К3.2: Ar 86%, CO2 12% O2 2%,
- К3.3: Ar 78%, CO2 20% CO2 2%,
- НП1: He 85%, Ar 13% CO2 1,5%,
- НП3: He 38%, Ar 60% CO2 2%,
- НП2: He 55%, Ar 43% CO2 2%.
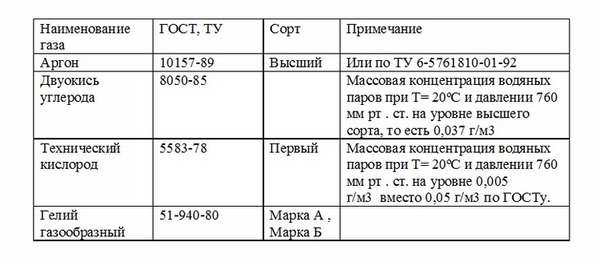 Параметры защитных газов для сварочных работ.
Параметры защитных газов для сварочных работ.
Для чего нужны защитные газы при сварке и резке?
В ходе сварочных работ металл нагревается до температуры плавления. В таком состоянии он подвержен влиянию кислорода, азота и водных паров, содержащихся в воздухе. В результате контакта образуются нежелательные химические соединения, ухудшающие прочность и долговечность шва, ведущие к появлению дефектов. Облако защитного газа предотвращает этот контакт и сохраняет высокое качество шва.
Критерии выбора
Защитный газ подбирается исходя из следующих критериев:
- свариваемые материалы,
- толщина заготовок,
- выбранная технология сварки.
Кроме того, обязательно учитывается химическая чистота компонентов смеси и максимальное содержание водяных паров в них.
 Большинство промышленных предприятий предпочитают приобретать готовые смеси у специализирующихся на их производстве поставщиков.
Большинство промышленных предприятий предпочитают приобретать готовые смеси у специализирующихся на их производстве поставщиков.
Технология работ
Технология работ мало зависит от того, какая смесь будет применена. Неизменными сохраняются и сварочные режимы.
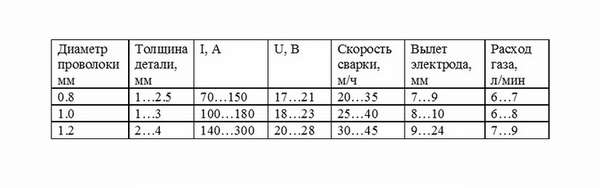 Сварочные режимы.
Сварочные режимы.
Особе внимание следует уделять соблюдению правил техники безопасности. Необходимо проверить электрооборудование, баллоны, арматуру, шланги. Защитная смесь подается в рабочую область за 10-15 секунд до поджига дуги, чтобы он успел вытеснить воздух и сформировать защитное облако. По окончании шва недопустимо резкое прекращение подачи газа, он должен подаваться еще 10-15 секунд, чтобы конец шва успел остыть и кристаллизоваться под газовой защитой.
Особенности выполнения
Для разогрева заготовки и оплавления кромок применяется тепло сгорания пропана или ацетилена. При сварке различных материалов существуют свои нюансы:
- обычная конструкционная сталь сваривается практически любым газом, для присадочного материала используют низкоуглеродистую проволоку,
- нержавейка требует газов с высокой теплоотдачей и проволоки, легированной Mo, Ni или Cr,
- меди нужно пламя особо большой мощности,
- сваривание латуни осложняется выгоранием легкоплавкого цинка, поэтому в проволоке его должно быть больше, чем в заготовках,
- бронзу сваривают восстановительным пламенем, в присадке повышено содержание кремния в качестве раскислителя.
 Для всех металлов необходимо соблюдать баланс между глубоким проплавлением кромок и возможным пережогом.
Для всех металлов необходимо соблюдать баланс между глубоким проплавлением кромок и возможным пережогом.
Преимущества
Технология имеет следующие достоинства:
- дешевизна оборудования,
- легкость регулировки мощности горелки и прогрева заготовки,
- нет необходимости в электроснабжении.
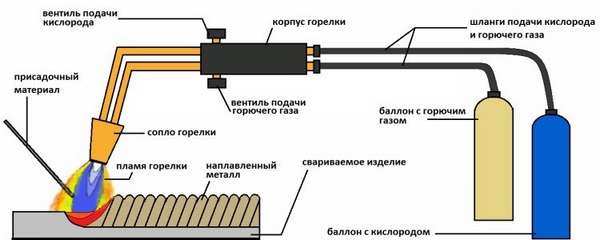 Схема работы газовой горелки.
Схема работы газовой горелки.
К недостаткам технологии относят:
- медленный разогрем заготовки,
- большие энергетические потери,
- трудности автоматизации.
Сложно также проваривать газом заготовки большой толщины. Пропан и ацетилен, используемые для работы, огнеопасны и требуют строго соблюдения требований по безопасностию
Самые востребованные способы
Сварка газовая наиболее часто использует следующие разновидности технологии:
Левая
Не требует высокой квалификации. Применяется для сварки заготовок малой толщины и с низкой температурой плавления.
Правая
Применяется для сплавов с высоким коэффициентом теплопроводности и для заготовок от 3 до 16 миллиметров. Вследствие защитного действия факела горелки качество шва повышается.
С использованием сквозного валика
Метод подразумевает движение факела от расплавления верхней кромки к нижней с накладываем на него слоя металла.
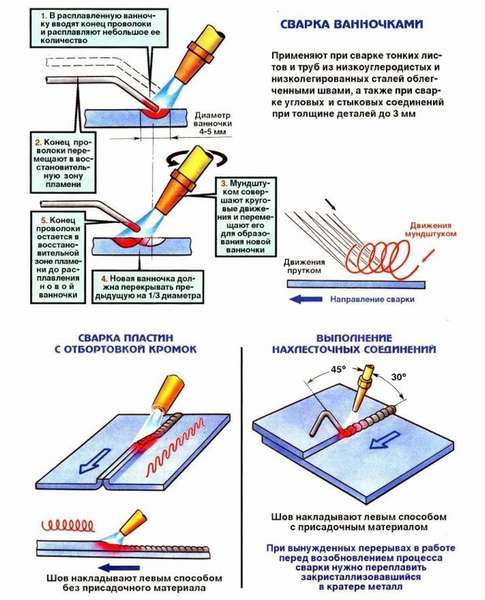
С помощью ванночек
Используется для соединения тонколистовых заготовок. Заключает в последовательном создании миниатюрных сварочных ванн по линии шва. Края ванн перекрываются друг с другом, создавая непрерывную линию шва.
 Популярные технологии газовой сварки.
Популярные технологии газовой сварки.
Многослойная
Используется для создания особо ответственных соединений большой толщины. Требует тщательной разделки кромок. Характеризуется высоким расходом сварочных газов. Каждый следующий проход уплотняет шовный материал, образованный при предыдущих проходах.
Сварка окислительным пламенем и раскислением
Применяется при сварке заготовок из сталей с низким содержанием углерода. Чтобы противостоять окислительному действию пламени, используют присадочный материал с высоким содержанием Mn и Si, выступающего в роли восстановителя.
 (Пока оценок нет)
(Пока оценок нет)




