 В технической терминологии именно такие вспомогательные инструменты применяются для жесткого закрепления деталей, чтобы в дальнейшем производить последующую обработку, например, сверлить отверстия, распилить под определенным углом. Угловая струбцина для сварки используется, когда нужно соединить конструкцию строго под углом в 90 градусов, чтобы при этом не появились перекосы и неточности.
В технической терминологии именно такие вспомогательные инструменты применяются для жесткого закрепления деталей, чтобы в дальнейшем производить последующую обработку, например, сверлить отверстия, распилить под определенным углом. Угловая струбцина для сварки используется, когда нужно соединить конструкцию строго под углом в 90 градусов, чтобы при этом не появились перекосы и неточности.
Назначение изделия
Приспособление используется для жесткого закрепления конструкций или отдельных деталей, чтобы приварить их под прямым углом. Состоит из основания или рамы, подвижной платформы, которая оснащена крепежными деталями: винтами или рычагами, при помощи которых регулируется прижатие заготовок. Благодаря подвижности основных деталей такое устройство надежно удерживает конструкции из металла, имеющие различные габариты.
Когда в наличие имеется несколько аналогичных струбцин, то можно легко сформировать любые сложные конструкции или простые рамы, например, для гаражных ворот, а затем проварить угловые соединения. Максимально допустимый диаметр детали до 400 мм, т. е. профильная труба 400х400 будет зажата прочно и ворота для въезда на загородный участок будут сварены точно под прямым углом баз досадных перекосов.
Нюансы конструкции
 Струбцины выпускаются не только для прямых углов, но и многопрофильные, позволяющие сварку под углами от 30 под 90 градусов. Угловая струбцина сварочная имеет характерные отличия:
Струбцины выпускаются не только для прямых углов, но и многопрофильные, позволяющие сварку под углами от 30 под 90 градусов. Угловая струбцина сварочная имеет характерные отличия:
- Губки прижимов имеют большую толщину, если сравнивать с другими аналогами, поэтому сварочный шов не коробит всю конструкцию из-за разницы температур.
- Прижимные винты делаются из меди или латуни, т. к. брызги расплавленного металла не оседают на резьбе и не могут вывести механизм из строя.
- Удобное положение, чтобы надежно соединить детали — оптимальный вариант позволяет проварить изделие, зажатое в струбцине, с трёх сторон.
- Для жесткого закрепления любых деталей на изделие привариваются гайки с заранее вкрученными винтами, что позволяет зафиксировать разные по габаритам конструкции.
Когда надо надежно закрепить заготовки имеющие диаметр более 400 мм, то применяются стапеля.
 Е. Т. Бахтияров, образование: ПТУ, специальность: сварщик пятого разряда, опыт работы: с 2004 года: «Струбцины востребованы во время проведения сварочных работ в любом месте, потому что руки у исполнителя заняты, а детали или заготовки должны надежно и весьма жестко закрепляться под оптимальным углом».
Е. Т. Бахтияров, образование: ПТУ, специальность: сварщик пятого разряда, опыт работы: с 2004 года: «Струбцины востребованы во время проведения сварочных работ в любом месте, потому что руки у исполнителя заняты, а детали или заготовки должны надежно и весьма жестко закрепляться под оптимальным углом».
Вариации
Для небольших деталей используют струбцину для сварки более простой конструкции, например, в виде английской литеры G. Такое приспособление надежно удерживает мелкие детали, позволяя сварщику соединить и в одно целое, при этом винт надо выбирать с пятаком подвижного типа, чтобы закрепить детали, не передвигая их при затягивании.
В виде буквы F
 Конструкция такой струбцины не так надежна, чем аналог в форме G, но имеет более широкий вариант регулировки: на рейке из металла с одной стороны жестко крепится неподвижная губа, а губка со свободным ходом имеет винт с шайбой на конце для надежной фиксации заготовки и удобную рукоять для закрепления нужного положения.
Конструкция такой струбцины не так надежна, чем аналог в форме G, но имеет более широкий вариант регулировки: на рейке из металла с одной стороны жестко крепится неподвижная губа, а губка со свободным ходом имеет винт с шайбой на конце для надежной фиксации заготовки и удобную рукоять для закрепления нужного положения.
Длина рейки может быть разной — это зависит от модели струбцины и позволяет неподвижно зафиксировать несколько деталей относительно друг друга, главное, чтобы их ширина не превышала длину изделия.
Основание изделия
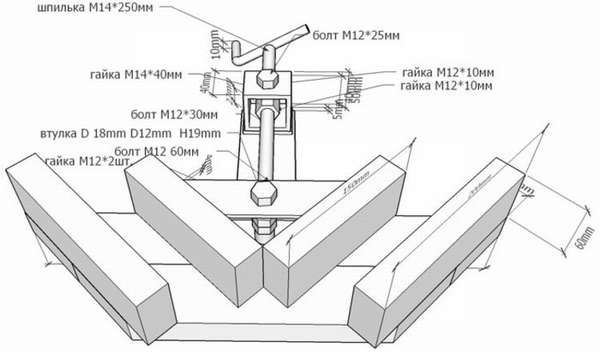
Для формирования несложной конструкции нужно приготовить три обрезка из профтрубы, например, аналог с габаритами 25х60 идеально подойдет для этих целей. Длина отрезков: 300, 200 и 100 мм соответственно, маленький располагают посредине большого и прихватывают в нескольких местах. Получилось основание с шириной до 180 мм, теперь, отступив от большего края, зарезаем углы под 45 градусов.
Отрезок длиной не более 150 мм приваривается посредине длинной части основания — здесь будет закреплена винт и гайка, чтобы закреплять детали. Теперь изготовим направляющие, которые будут служить упорами при фиксации. Все стыки полученной конструкции надо проварить, а шовные соединения зачистить, надев на болгарку специальный камень.
Механизм прижима
На конце прямого обрезка, идущего от ранее изготовленного основания, отмеряем нужное расстояние, привариваем гайку с закрученным винтом. Чтобы защитить резьбу от повреждения разлетающимися искрами, обильно смазываем весь винт техническим вазелином. Отрезав две одинаковые детали длиной не более 100 мм, концы зарезаем под 45 градусов, затем производим стыковку и завариваем швы. Получилась поджимная планка.
Металлическая пластина с толщиной не более 5 мм приваривается на выверенном расстоянии от внутреннего угла прижимного устройства, предварительно прожигается отверстие, куда будет входить винт. Когда резьбовое окончание винта появится из перфорации, к нему приваривают фиксатор, а с противоположной стороны — ручку для вращения.
Изготовление своими силами
Как уже говорилось ранее, конструкция угловой струбцины простая, а материалом служит металл. Предлагаем следующий алгоритм действий при самодельном изготовлении:
- Чтобы сформировать надежное основание, используем металлический лист толщиной 8—10 мм. Для фиксации используем уголок необходимого размера. Все крепления делаем при помощи сварки, потому что резьбовой вариант со временем теряет жесткость.
- Для винтового зажима применяются 2—3 гайки, свариваемые между собой. При этом дополнительно изготавливаем кронштейн толщиной 30—40 мм, имеющий по центру резьбовое отверстие. Крепление выполняется при помощи болтового соединения, потому что при срыве резьбы такую конструкцию легче заменить, а не переделывать изделие заново.
- Формирование угла — главное внимание уделяем расположению зажимных скоб, при соединении каждый уголок подгоняем по размеру — сначала привариваем первый к зажиму, затем прикладываем второй, зажимаем плотно и провариваем скобу.
- Проверить плавное движение внутреннего основания — сбоку надо установить направляющие, облегчающие передвижение. Для этого нужно прорезать паз по биссектрисе угла шириной не менее 8 мм.
- Теперь в верхнем основании просверливаем отверстие, вставляем болт с свободно крутящейся гайкой. Перемещаться основание прижима должно без усилий, поэтому резьба на болте нарезается таким образом, чтобы витки заканчивались на некотором расстоянии от головки.
На этом работы по изготовлению металлической угловой струбцины закончены — в процессе сварочных работ такая конструкция будет полезна, т. к. позволит надежно закрепить соединяемые детали и ускорить процесс. Тщательно изучив предлагаемые в интернете варианты, пользователи самостоятельно способны изготовить нужное изделие, которое будет полезным дополнением при ремонте конструкций или деталей из металла.
 Некоторые умельцы делают подвижный вариант струбцины, где возможны углы от 45 до 900.
Некоторые умельцы делают подвижный вариант струбцины, где возможны углы от 45 до 900.
Выводы
Сварщики не понаслышке знают, что аналогичные устройства облегчают работу, когда рядом нет опытного помощника, да и жесткое закрепление при помощи нескольких угловых струбцин помогут сварить сложную конструкцию, например несущую рамы гаражных ворот из профильной трубы.
 (Пока оценок нет)
(Пока оценок нет)




