Сварка ультразвуком (УЗС), разработанная еще в середине 20 века, востребована и в веке 21-м для соединения металлов и термопластика. Элементы при соединении сдавливаются друг с другом и подвергаются волновому воздействию. На фоне иных способов, ультразвуковая сварка выгодно выделяется простотой применяемых аппаратов, низкими затратами труда и стоимостью.
Принцип действия и классификация
 Процесс протекает в три этапа:
Процесс протекает в три этапа:
- нагревание элементов, взаимное проникновение материалов друг в друга в зоне контакта,
- формирование связей на молекулярном уровне,
- твердение и формирование шва.
Сварка ультразвуком по уровню автоматизации процесса разделяется на:
- Ручную. Все характеристики установки контролируются оператором, он же проводит пистолет для сварки по контуру соединения.
- Механизированную. Контроль параметров осуществляется оператором, элементы подаются на излучатель.
- Автоматическая. Используется в цехах промышленных предприятий, производится без использования рук человека.
По способу подачи энергии в зону сварки отличают одно- и двухсторонний метод.
В соответствии с характером передвижения волновода УЗС бывает:
- Импульсной. За единичное перемещение рабочая зона бомбардируется короткими импульсами.
- Непрерывной. Излучение воздействует не переставая, волновод передвигается с установленной скоростью вдоль элементов.
По характеру передачи энергии в область сваривания имеются такие режимы УЗС:
- Контактный. Подразумевает равномерное распределение энергии в объеме элементов. Используется с целью сопряжения пленок и пластиковых изделий внахлест.
- Передаточный. Колебания образуются одновременно во многих точках, волны проходят толщу элементов, освобождая энергию на участке. Применяется для создания тавровых швов и сопряжения жестких изделий из полимеров встык.
Таблица свариваемости материалов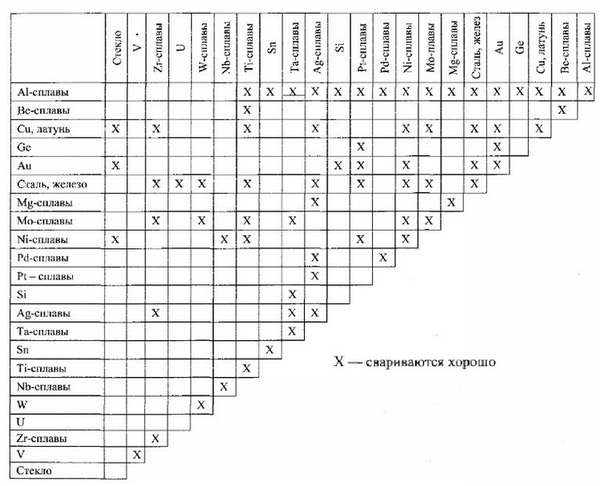 Ультразвуковая сварка применима для пластмасс и большинства однородных и разнородных металлов. Использование для определенного материала зависит от параметров его кристаллической решетки и твердости – чем она выше, тем ниже свариваемость металлического изделия.
Ультразвуковая сварка применима для пластмасс и большинства однородных и разнородных металлов. Использование для определенного материала зависит от параметров его кристаллической решетки и твердости – чем она выше, тем ниже свариваемость металлического изделия.
Возможность сопряжения материалов посредством УЗС представлена в таблице.
Суть получения швов
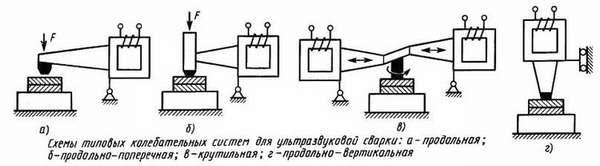
Для соединения металлов ультразвуком требуется предварительный нагрев поверхности и приложение значительного сжимающего усилия, что усложняет конструкцию таких аппаратов. Схема ультразвукового оборудования для сварки полимерных материалов значительно проще.
Соединение осуществляется в следующей последовательности:
- подключение оборудования, генерирующего ультразвук,
- прохождение УЗ конвертора, трансформирование его в механические продольно направленные колебания,
- передача от волновода свариваемым элементам колебательной энергии,
- интенсивный нагрев поверхности на участке соприкосновения деталей и волновода,
- возрастание текучести внешнего слоя элементов,
- формирование связей под воздействием динамических и статических усилий.
 Важно! При помощи УЗС возможно сопряжение материалов, различающихся строением, к примеру, пластмассовых элементов и металлических. Разность в температурах расплава может быть колоссальной.
Важно! При помощи УЗС возможно сопряжение материалов, различающихся строением, к примеру, пластмассовых элементов и металлических. Разность в температурах расплава может быть колоссальной.
Преимущества
Сварка пластмасс и металлов ультразвуком обладает такими преимуществами:
- отсутствие необходимости в применении защитных газов, присадочных материалов,
- не требуется механическая зачистка швов,
- возможно соединение элементов любой формы,
- экологическая безопасность, отсутствие вредности для человека,
- высокая производительность,
- эстетичность образованного шва.
Недостатки
УЗС также обладает и недостатками:
- использование для заготовок с максимальными габаритами 25-30 см,
- невозможность применения для элементов значительной толщины,
- неэффективность при повышенной влажности заготовок.
Воздействие на материал деталей
Ультразвуковые волны за малый промежуток времени сообщают атомам свариваемых тел большое количество энергии, повышая тем самым амплитуду колебаний молекул в свариваемой области.
Происходит разрыв имеющихся и образование под воздействием давления новых связей – совместных с частицами другого элемента. Образуется надежное соединение, детали становятся единым целым.
Работа с металлическими деталями
Соединение металлических заготовок осуществляется под значительно меньшим температурным воздействием, чем при применении иных «горячих» способов сварки – газовой либо электродуговой. Эта особенность позволяет шире раскрыть возможности для надежного и быстрого сопряжения элементов, эксплуатационные свойства которых снижаются при перегреве. Помимо этого, УЗС позволяет сваривать пары металлов, не соединяемых или с трудом соединяемых иными способами – например, медь с алюминием, алюминий с никелем.
Прочность шва соответствует ГОСТ и составляет порядка 70% от аналогичного показателя исходного материла.
Преимущества и недостатки для пластиков
Сварка пластиков ультразвуком имеет такие преимущества:
- обеспечение непроницаемости швов толстостенных деталей,
- отсутствие излишнего перегрева заготовок,
- отсутствие электромагнитных полей и излучений,
- совмещение процесса с иными операциями,
- незаметность и эстетичность сформированного шва,
- отсутствие химикатов и присадок.
К недостаткам относятся:
- низкая мощность излучателя требует подведения энергии с обеих сторон,
- сложность проведения контроля качества выполнения работ,
- параметры шва зависимы от стабильности характеристик и подбора типа установки.
Особенности у полимеров
Для сопряжения полимерных материалов используется специализированный ультразвуковой сварочный аппарат, главными частями которого являются:
- рама для крепления деталей и узлов,
- блок питания с кабелем для подключения к сети,
- генератор УЗ-колебаний,
- пресс,
- преобразователь колебаний,
- сварочная головка.
 Устройства для промышленного применения дополнительно оснащаются рабочим столом и механизмом для подачи заготовок.
Устройства для промышленного применения дополнительно оснащаются рабочим столом и механизмом для подачи заготовок.
Используемое оборудование

Аппарат для УЗС изготовить «на коленке» невозможно, для его создания требуется определенный уровень знаний и навыков в сфере электроники и акустики. Помимо этого, также требуются высокоточные станки и мощный пресс для подачи требуемого давления.
Установки для УЗС разделяются на несколько групп:
- шовные,
- точеные,
- шагово-шовные.
Диапазон мощности находится в пределах 0,05-2 кВт, частота – от 20 до 22 кГц.
Основные рабочие узлы – генератор и магнитострикционный преобразователь колебаний в механические с сохранением частоты. Теплоотведение осуществляется посредством водяной охлаждающей системы.
Согласование совместной работы волновода и преобразователя производится волновым трансформатором, повышающим на выходе частоту колебаний.
Посредством волновода выполняется передача потока энергии к зоне сваривания. На его конце размещена сварочная головка, размеры которой подбираются по материалу и толщине заготовок, типу шва.
Рама служит базой для всех узлов и элементов. На ней закрепляются головки волновода и механизм, посредством которого производится смещение заготовок.
Подключение к сети осуществляется через питающий провод.
Параметры
Для получения долговечного и прочного шва предварительно следует соблюдать параметры функционирования аппарата. Точная настройка оборудования для изделий выполняется в лаборатории с проведением испытаний шва на разрушение.
Основные параметры следующие:
- Амплитуда колебаний, определяющая срок процесса и мощность энергетического потока.
- Давление сжатия, от которого зависит прочность рубца.
- Частота генератора.
- Статическое давление.
- Скважность и длительность импульсов.
Выделение тепла
Образование тепла при УЗС происходит из-за пластических деформаций и трения между собой соединяемых заготовок. Температура нагрева не постоянна и зависит от твердости, теплоемкости и теплопроводимости элементов.
На процесс выделяющиеся излишки тепла оказывают незначительной влияние.
Возможности ультразвука
 Применение УЗС позволяет эффективно сопрягать разнообразные материалы, значительно отличающиеся толщиной – от пары микрон до нескольких миллиметров. При этом форма заготовок практически не изменяется.
Применение УЗС позволяет эффективно сопрягать разнообразные материалы, значительно отличающиеся толщиной – от пары микрон до нескольких миллиметров. При этом форма заготовок практически не изменяется.
При устройстве точечных швов соединения могу выполняться на участках значительной площади. Шаг выбирается по материалу изделий и требуемой прочности шва. Для выполнения сплошных герметичных швов используются роликовые насадки к излучателю.
Пленки и листовые изделия сопрягаются внахлест, для стержневых элементов используется тавровый шов.
Сферы использования
Область использования УЗС определяется в соответствии с ее особенностями:
- материал сопрягаемых заготовок должен быть пластичным,
- толщина и размеры элементов невелики,
- температура прогрева значительно ниже, чем при применении «горячих» методов сварки.
В связи с такими особенностями, УЗС широко распространена в следующих отраслях промышленности:
- электронике,
- приборостроении,
- производстве изделий из пластика.
Также ультразвуковая сварка применяется и в иных сферах для присоединения мелких элементов к более крупным изделиям, например, зубов к пластиковым шестеренкам.
Ограничения
Главным ограничением применения УЗС является размер свариваемых элементов, составляющий 25-30 см. Это обусловлено небольшой мощностью генератора, а также рассеянностью и затуханием УЗ-колебаний в твердых телах.
Для прямого повышения амплитуды колебаний и выходной мощности оборудования потребуется неоправданное увеличение габаритов и подводимой мощности, что сделает применение метода экономически неэффективным.
Помимо этого, свариваемые заготовки должны обладать минимальной влажность – как поверхностной, так и объемной.
Технология для металлов
Техпроцесс УЗС металлов состоит из нескольких операций, выполняемых последовательно. К основным можно отнести:
- подготовка и сборка элементов,
- прихват,
- сваривание,
- оправка.
Подготовка поверхностей
Исходя из полученных на практике результатов, на качество соединения при УЗС предварительная обработка подлежащих соединению участков существенно не влияет.
Но удаление оксидных пленок с поверхностей целесообразно, так как они могут снизить прочность шва, а в иных случаях и свести к минимуму технологический эффект. Потому перед выполнением работ следует провести хотя бы обезжиривание.
Выбор режимов
 Основными параметрами сварочных режимов являются амплитуда колебаний наконечника, частота, прилагаемое усилие и продолжительность операции.
Основными параметрами сварочных режимов являются амплитуда колебаний наконечника, частота, прилагаемое усилие и продолжительность операции.
Амплитуда влияет на качество удаления оксидных пленок, нагревание и размеры участков пластических деформаций. Ее величина назначается по показателю текучести материала, толщины заготовок, выполнения предварительной очистки поверхностей от оксидных пленок. Чем выше указанные параметры, тем большей назначается амплитуда, как правило, в пределах 0,5-50 мкм.
Величина усилия определяет образование пластических деформаций на участке сварки, способствует передаче УЗ-волн. Сварочное усилие назначается тем большим, чем выше твердость, показатель текучести и толщина заготовок.
На скорость процесса влияет амплитуда, толщина металлов и их физико-химические свойства, сварочное усилие.
Применение в промышленности
В промышленном производстве УЗС применяется для изготовления проволоки, фольги, тонколистовых изделий. От других методов соединения способ отличается возможностью сопряжения термочувствительных и разнородных материалов, так как процесс протекает при минимальном нагревании либо полном его отсутствии.
Способ широко применяется в производстве микроприборов и элементов мобильных телефонов, конденсаторов, полупроводников, микросхем. Не менее часто УЗС используется для изготовления высокоточных оптических и вакуумных приборов, реакторов, автомобилестроении.
Георгий Кондратьев, сварщик, стаж работы 26 лет: «Аппараты для УЗ-сварки стоят недешево и в домашних условиях изготовить их практически нереально. Потому перед приобретением оборудования необходимо просчитать возможную экономическую эффективность данной покупки. Сам же процесс сварки не сложен и овладеть им может любой человек».
Про другие виды сварки читайте на нашем сайте:
- Особенности технологии механизированной сварки.
- Технология и принцип действия импульсной сварки.
- Особенности технологии электродуговой сварки.
- Сварка на электронно-лучевых установках.
 (Пока оценок нет)
(Пока оценок нет)




