 При сваривании металлических деталей применяют сварочные электроды маркировка и назначение которых приводится на упаковке. Перед производством работ следует проверить совместимость соединяемого материала и состава стержней, так как это напрямую влияет на качество соединения. Важно правильно понимать зашифрованную в литерно-цифровых обозначениях информацию о химическом составе обмазки и назначении расходника.
При сваривании металлических деталей применяют сварочные электроды маркировка и назначение которых приводится на упаковке. Перед производством работ следует проверить совместимость соединяемого материала и состава стержней, так как это напрямую влияет на качество соединения. Важно правильно понимать зашифрованную в литерно-цифровых обозначениях информацию о химическом составе обмазки и назначении расходника.
Назначение, характеристики
Электроды – наиболее важные элементы, применяемые при выполнении электродуговой сварки. Основное их предназначение – подведение тока в зону сварки. Производится огромное количество электродов, разделяемых на типы и марки, каждая из которых имеет свою узкую область применения.
При использовании электродов должны выполняться такие условия:
- стабильная дуга (или сварочное пламя), обеспечивающая создание высококачественного шва,
- равномерное плавление основания и обмазки,
- обеспечение требуемого химсостава стали в образованном шве,
- эффективность дуговой сварки при минимизации рассеивания металла,
- легкость отделения шлака,
- минимальная токсичность стержней при выполнении работ,
- сбережение химических, физических и технических параметров.

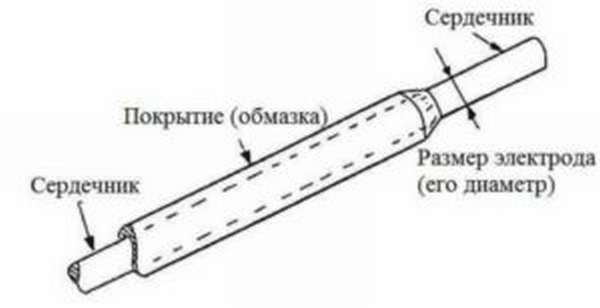
Как устроены?
Для производства расходника в качестве проводника применяется специальная проволока либо пруты, при этом состав металла обуславливает характеристики изделия. Существуют также элементы, состоящие из одной проволоки, без покрытия. Такие расходники называются непокрытыми – к ним относятся вольфрамовые. Если проволока покрыта обмазкой, то такие элементы называют покрытыми.
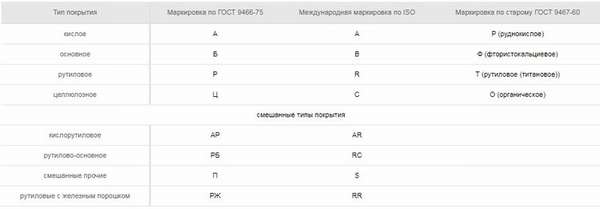
 Обмазочный материал существует таких видов:
Обмазочный материал существует таких видов:
- кислым,
- основным,
- целлюлозным,
- рутиловым,
- комбинированным.
- специальным.
По предназначению обмазка разделяется на два вида:
- защищающее (изделия толстослойные),
- ионизирующее (тонкослойные).
Как связан тип покрытия электродов с их сварочно-технологическими свойствами?
От вида обмазки в немалой степени зависят технологические параметры материалов:
- размещение в пространстве,
- эффективность,
- величина сварного тока,
- пористость рубца,
- трещиностойкость,
- присутствие в рубце водорода.
Кислое покрытие
Главные элементы такой обмазки – марганец, окислы железа, кремний. Принадлежат к группе этих изделий электроды ОЗЧ-2, СМ-5.
 Стержни с кислой обмазкой при дуговом способе соединения корродированных металлов не образуют пор. Они применяются на постоянном либо переменном токе. Негативным явлением, отмечаемым при применении изделий с этим покрытием, считается возможное наличие в линии рубца трещин.
Стержни с кислой обмазкой при дуговом способе соединения корродированных металлов не образуют пор. Они применяются на постоянном либо переменном токе. Негативным явлением, отмечаемым при применении изделий с этим покрытием, считается возможное наличие в линии рубца трещин.
Основное
 Обливка (электроды ТМУ-21, ДСК-50 и др.) сформирована карбонатами и фторовыми элементами. Химсостав рубца как у спокойной стали. Малое наличие органических материалов, газов и иных добавок обуславливает повышенную вязкость шовной линии, гибкость, стойкость к трещинообразованию.
Обливка (электроды ТМУ-21, ДСК-50 и др.) сформирована карбонатами и фторовыми элементами. Химсостав рубца как у спокойной стали. Малое наличие органических материалов, газов и иных добавок обуславливает повышенную вязкость шовной линии, гибкость, стойкость к трещинообразованию.
Но стержни с основной обмазкой, например, наплавочные электроды ОЗН-6, значительной проигрывают по имеющимся свойствам другим типам из-за имеющихся минусов. Как пример – при излишней влажности и работе на длинной дуге велика вероятность образования пор. Варить такими стержнями следует только аппаратом постоянного тока с обратной полярностью, а сами элементы перед работой необходимо прокалить.
Широко используемые электроды НЖ-13 применяются для сварки нержавейки, о чем и свидетельствует буквенное их обозначение. Они наоборот, позволяют создать постоянно мощную дугу.
Рутиловое
Стержни с рутиловой обмазкой (например, электроды ЛЭЗ МР-3С, АНО-4, ОЗС-4) по технологическим и техническим параметрам оставляют иные марки далеко позади.
При использовании переменного тока сформированная дуга от электродов МГМ-50К значительно стабильнее и мощнее. То же касается и электродов МР 4 мм, отличающихся незначительным распространением кипящего металла и позволяющих создать высококачественный шов с легко устраняемой шлаковой коркой.
При сваривании расходниками с такой обмазкой порообразование не зависит от колебаний протяженности дуги, влажности, наличия очагов коррозии. Такие стержни идеально приспособлены для сварки стали 09Г2С и иных углеродсодержащих марок.
Отрицательным пунктом применения таких стержней является низкая ударная вязкость и небольшая гибкость шва, обусловленная присутствием кремния оксида.
Целлюлозное
В электродные стержни с покрытием из химической целлюлозы по ГОСТ 9466-75 включены органические ингредиенты в объеме до 50% (ВСЦ-1,2, ОМА-2). Образованный металл по химсоставу соответствует полуспокойной либо спокойной стали
Применение сварки посредством таких стержней способом «на вису» позволяет сформировать обратный рубец. Также допускается делать и швы вертикального расположения – способом «от верха книзу». Минусом стержней с обмазкой из целлюлозы является большое включение в рубец водорода.
Смешанное
Применение стержней со смешанным покрытием (например, электродов МНЧ-2, применяющихся для сварки чугуна) позволяет комбинировать и соединять лучшие параметры от различных видов обмазок. К комбинированным покрытиям относят:
- целлюлозно-рутиловое,
- рутилово-основное,
- рутилово-кислое и др.
Специальное
Стержни со специальным покрытием предназначены для соединения специальных сплавов либо разнотипных элементов из различных сплавов. Ярким представителем считается электрод «Комсомолец-100», используемый для медных деталей и сплавами, соединения их со сталью.
Тип и маркировка
Попробуем расшифровать обозначение электродов на примере маркировке, приведенной на рисунке.
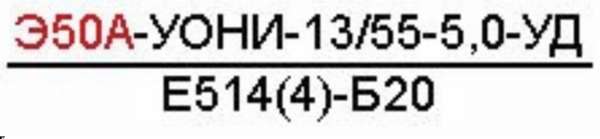
Первый комплект цифр и литер, присутствующий на пачке электродов указывает на тип изделия. В примере это Э50А.
Расходники такого типа используются для соединения изделий, изготовленных из легированной и низколегированной упрочненной стали. Само обозначение следует расшифровывать так:
- Э – изделия, применяющиеся для дуговой ручной сварки,
- 50 – максимальная прочность, измеряемая в кгс/мм2,
- А – шов характеризуется улучшенным параметром ударной вязкости, рубец пластичен.
Расшифровка электрода для сварки не вызывает затруднений, главное – запомнить или записать основные обозначения.
Марка
Присутствующие далее литерные и цифровые обозначения в маркировке электрода – его марка. Она устанавливается стандартом либо патентуется заводом-изготовителем. При этом, один и тот же расходник может относиться к нескольким маркам.
Диаметр
Расшифровка электродов по идущим далее цифрам обозначает сечение стержня в мм. По этому показателю подбор осуществляется в соответствии с толщиной металла изделия. Для нашего случая это цифра «5».
Назначение
Электродные расходники также предназначаются для соединения или наплавки определенных сортов металла. В приведенном обозначении литера «У» указывает на использование изделия для сварки низколегированных сортов стали, показатель прочности которых составляет до 60 кгс/см2.
Если требуется сваривать стали с более высоким параметром прочности, нужно использовать расходники с литерой «Л». Для соединения жаростойких сталей используются стержни с индексом «Т», для особых сталей применяются элементы с литерой «В».
Изделия, используемые для наплавочных работ, шифруются символом «Н».
Коэффициент толщины покрытия
Следующие символы в маркировке показывают толщину обмазки. Литера «Д» в приведенном примере означает толстое покрытие. Кроме «Д», элементы также выпускаются с толщиной покрытия:
- тонким – Т,
- средним – С,
- очень толстым – Г.
Какой стержень предпочесть, зависит от способа ведения работ и толщины металла.
Группа индексов
Классификация по данному принципу считается самой сложной, так как в ней учитывается одновременно несколько параметров. Индексы всегда указываются на упаковке расходников, используемых для работы с высоколегированной сталью.
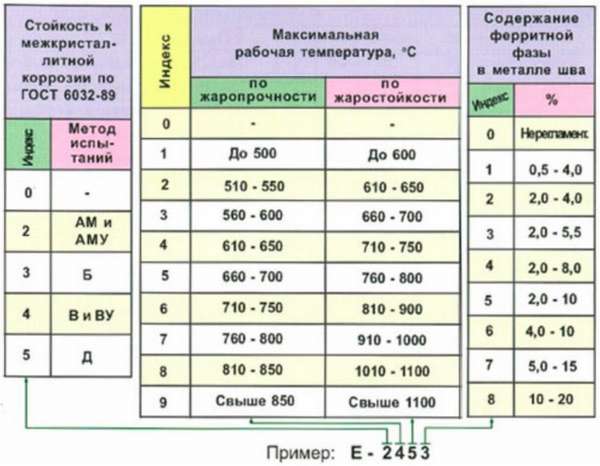
В примере каждая из цифр обозначает:
- 5 – сопротивление образованного шва коррозионным процессам.
- 1 – жаростойкость рубца при назначенной температуре.
- 4 – наибольшая эксплуатационная температура рубца. При наличии скобок – количество феррита в шве.
В таблице показаны параметры металла рубцов при сварке высоколегированных элементов.
Условная классификация наплавочных стержней может включать две группы индексов. К ранее описанному индексу добавляется еще 3 цифры, отделенных дробью от первого индекса и приведенных через дефис.
Тип покрытия
Заключительные обозначения в маркировке.
Помимо приведенных типов обмазок, электродные расходники выпускаются также и без обмазки, к примеру, прогревочные, которые не используются для работ с применением инверторов либо иных сварочных агрегатов.
Электрод для прогрева бетона ВР-4 представляет собой «голые» прутки длиной 3 метра, используемые для нагревания толщи раствора при выполнении зимних бетонных работ.
Пространственное положение
Любой из видов стержней используется только для сварки в соответствующем расположении. В рассматриваемом примере представлен стержень, используемый для соединения в любых положениях, но не в вертикальном – цифра 2.
Изделия выпускаются с иными цифрами в обозначении:
- 1 – универсального применения,
- 3 – для горизонтального либо вертикального применения,
- 4 – для размещенных внизу соединений.
Цифры принимаются в соответствии с принятыми во всем мире стандартами, они присутствуют и на упаковках изделий импортного производства.
Характеристики сварочного тока
Не на всех упаковках встречаются такие обозначения. В примере приведена цифра «0», обозначающая, что данными стержнями сварщик может пользоваться только на постоянном токе с обратной полярностью.
Особые маркировки
В рассматриваемых индексах пропущена литера «Е», являющаяся особой маркировкой. Она указывает на изделие с обмазкой, расплавляющейся в процессе производства работ.
Пример расшифровки
Разберем теперь расшифровку сварочных расходников на примере известного всем электрода АНО-21, выпускающихся преимущественно с покрытием серого цвета.
Приведенные группы обозначений указывают на:
- – Тип стержня (согласно классификации, материал относится к группе Э46, используемой для соединения материалов из низколегированных и углеродистых сортов стали).
- – Марка стержня, в этом случае – АНО-21.
- – Сечение стержня, составляющее в рассматриваемом случае – 2,5 мм.
- – Предназначение расходника. Литера У обозначает принадлежность материала для работы с определенными марками стали.
Сергей Астафьев, сварщик, стаж работы 30 лет: «Разобравшись с основными принципами шифрования электродов, назначении всех цифр или литер, маркировка уже не выглядит чем-то сложным и невообразимо непонятным. Выбор нужного расходника для выполнения соединения либо наплавки теперь прост. Только узнав название электрода, можно сразу же представить все его характеристики и сварочные параметры».
 (Пока оценок нет)
(Пока оценок нет)




