Сварка – это сложный технологический процесс создания неразъемных соединений металлов и их сплавов. В ходе его используется различное оборудование и приспособления, потребляется электричество. Твердые и газообразные материалы, безвозвратно расходуемые в процессе сварки, объединяют общим названием: сварочные материалы. Они служат для формирования материала сварного шва, повышения его качества, защиты сварочной ванны от вредного воздействия различных внешних факторов.
Что такое?
Это все материалы, безвозвратно расходуемые в процессе сварки. Это и присадочные прутки, используемые для формирования шовного материала, и защитные газы, и флюсовые порошки. Целью их применения является:
- стабилизация горения электродуги,
- удаление из расплава нежелательных примесей,
- формирование заданной геометрии шва,
- придание шву заданных физико-химических свойств,
- защита расплава от воздействия кислорода, азота и водяных паров, содержащихся в воздухе.
Стоимость израсходованных материалов добавляется к себестоимости изделия.
Классификация
Различают следующие виды
Проволока
Сварочная проволока и плавящиеся стержневые электроды, изготовленные на ее основе, разогреваются в пламени электродуги, постепенно достигают температуры плавления и стекают в сварочную ванну. Там они смешиваются с металлом от оплавленных кромок заготовки. После перемещения электрода и дуги далее по линии соединения расплав кристаллизуется, соединяя обе заготовки в единое целое.
Сварочная проволока подается в рабочую зону полуавтоматом с постоянной скоростью. В ее состав входят необходимые легирующие добавки. По этому признаку проволока делится на следующие виды:
- низкоуглеродистая,
- легированная,
- высоколегированная.
Выбор проволоки определяется материалом заготовок. Ее химический состав должен быть близок к составу свариваемых сплавов. Легирующие добавки используются для повышения качества шва. Используют также омеднение проволоки.
Кроме того, проволока и плавкие электроды используются в качестве элементов сварочной электрической цепи. По ним подается напряжение, и при касании кончиком проволоки заготовки поджигается электродуга. В случае полуавтоматической сварки неплавким электродом в атмосфере защитных газов ток идет через него. Механическое устройство подачи только подает присадочную проволоку или ленту. Стандарты предусматривают 77 различных марок сварочной проволоки.
Лента и прутки
 При ручной сварке неплавким электродом присадочный пруток подается в рабочую зону сварщиком. Для этого проволоку рубят на куски длиной 200- 300 мм и поставляют в пачках. Для сварки выбирают пруток, наиболее близкий по химическому составу к материалу заготовок.
При ручной сварке неплавким электродом присадочный пруток подается в рабочую зону сварщиком. Для этого проволоку рубят на куски длиной 200- 300 мм и поставляют в пачках. Для сварки выбирают пруток, наиболее близкий по химическому составу к материалу заготовок.
Сварочная лента используется при наплавке, когда необходимо подавать присадочный материал широким тонким слоем. Делается лента из тех же сплавов, что и сварочная проволока.
Электроды
Стержневые электроды на сегодняшний день являются самыми широко применяемыми при ручной сварке инверторным аппаратом ММА. Они представляют собой прямые отрезки сварочной проволоки длиной от 200 до 450 мм, покрытые специальным слоем обмазки. Такой электрод служит проводником, подавая напряжение на дугу. От ее тепла сердцевина из проволоки плавится и стекает в сварочную ванну, пополняя собой шовный материал.

Обмазка сгорает при высокой температуре, выделяя защитные газы. Газы препятствуют контакту расплавленного металла и воздуха. В состав обмазки также включают присадки для повышения стабильности дуги, облегчения ее розжига. Некоторые добавки (такие, как рутил) дают возможность варить качественные швы в сложных условиях, даже когда заготовка влажная и покрыта следами коррозии.
Газы
Сварочные газы используются как источник тепла при газовой сварке и резке. Для этого используется кислород в качестве окислителя и следующие газы в качестве горючего:
- ацетилен,
- водород,
- промышленный пропан,
- метилово-ацетиленовая смесь.
 Какое горючее самое эффективное? Наибольшей удельной энергией горения отличается водород, он же является и наиболее взрывоопасным. Используется для ограниченного круга сварных операций. Для сварки ответственных соединений применяют ацетилен высокой чистоты. Для рядовой сварки используют пропан, это самый дешевый газ. Кислород смешивается с горючим газом в горелке для повышения температуры факела.
Какое горючее самое эффективное? Наибольшей удельной энергией горения отличается водород, он же является и наиболее взрывоопасным. Используется для ограниченного круга сварных операций. Для сварки ответственных соединений применяют ацетилен высокой чистоты. Для рядовой сварки используют пропан, это самый дешевый газ. Кислород смешивается с горючим газом в горелке для повышения температуры факела.
Кроме сварочных, служащих источником тепла, при дуговой сварке используют и так называемые защитные газы. Они подаются в рабочую область, вытесняют оттуда воздух и перекрывают доступ кислорода, азота и водяных паров к сварочной ванне.
Для сварки ответственных соединений из нержавеющих сплавов используют инертные газы аргон или гелий, а также их смеси. Их же используют для алюминия, титана и других легких металлов. Для рядовой сварки конструкционных сталей в качестве защиты рабочей зоны применяют углекислый газ.
Флюсы
Флюсы применяют в жидком или порошкообразном состоянии.
Жидкие флюсы используют для химической подготовки области шва. С их помощью снимают оксидную пленку на поверхности заготовок, производя одновременно и обезжиривание. В качестве жидких флюсов выступают сильнодействующие неорганические соединения щелочи или кислоты. Химический состав следует выбрать в зависимости от обрабатываемого сплава. Поле обработки заготовку необходимо промыть водой и тщательно просушить.
Флюсовые порошки используют в качестве источника защитного газа. Порошок сгорает в пламени дуги и выделяет защитный газ.
 При ручной сварке его насыпают вдоль линии шва. Флюсовый материал для выполнения автоматической сварки подается в зону сварки из бункера через шланг.
При ручной сварке его насыпают вдоль линии шва. Флюсовый материал для выполнения автоматической сварки подается в зону сварки из бункера через шланг.
Кроме выделения защитных газов, такой флюс может выполнять и функцию теплопровода, ускоряя прогрев кромок. Так варят различные марки стали и чугун.
Кроме перечисленных разновидностей, используются также керамические подкладные пластины. С их помощью предотвращают вытекание расплава и формируют обратный валик шва.
Общие требования
От качества сварочных материалов напрямую зависит прочность и долговечность шва, и, следовательно, надежность и безопасность механизма, строительной конструкции или трубопровода в ходе эксплуатации. Наиболее важным требованием является необходимость соответствия материалу заготовки и выбранному способу, и режиму сварки.
Эти требования регламентированы в соответствующих международных, государственных и отраслевых стандартах. Все применяемые материалы должны иметь сертификат, содержащий следующие параметры:
- наименование изготовителя,
- маркировку, исчерпывающе характеризующую тип, марку и применимость,
- заводской номер смены и партии,
- химический состав,
- результаты измерений нормируемых физико-химических характеристик,
- вес, длину, объем, количество штук в упаковке.
При необходимости в сертификате указываются и другие параметры.
Определение расхода
Сварочные расходные материалы высокого качества часто производятся по сложным технологиям и из дорогостоящего сырья. Это обуславливает их высокую стоимость. Чтобы сохранить контроль над себестоимостью продукции, следует строго контролировать их расходование.
Для каждого вида сварочных материалов, используемого оборудования и операций предусмотрены нормы расхода. С их помощью можно в некотором приближении оценить расход. Утверждены и методики определения потребности для конкретных видов соединений, геометрии заготовок, способа разделки кромок и других технологических параметров.
Так, для электродов и проволоки расчет основан, как правило, на вычислении площади поперечного сечения шва и коэффициенте направки. Получаемый удельный расход далее умножают на суммарную длину шва. Для газов расход выбирают на основании таблиц рекомендованных рабочих параметров.
После уточняющих расчетов получаются производственные нормы потребления проволоки, электродов, защитных газов, флюсов и т.д. При таком расчете обязательно делают некоторый запас на пробные швы и исправление возможного брака.
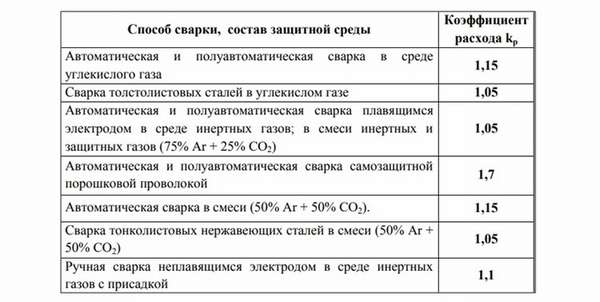 Примерные нормы расхода углекислого газа. Коэффициент зависит от вида операций.
Примерные нормы расхода углекислого газа. Коэффициент зависит от вида операций.
 На складе следует держать резерв сварочных материалов на случай непредвиденных обстоятельств или перебоев в поставках. Простой основного производства обойдется существенно дороже.
На складе следует держать резерв сварочных материалов на случай непредвиденных обстоятельств или перебоев в поставках. Простой основного производства обойдется существенно дороже.
Какие требования предъявляются к помещению для хранения?
Материалы для сварки должны храниться в строгом соответствии с предписаниями производителя и государственных стандартов. Помещение для их хранения должно обеспечивать как общую сохранность, так и сохранение физико-химических свойств.
В соответствии с требованием ГОСТ, сварочные материалы следует хранить в крытых, отапливаемых и вентилируемых помещениях при ограничениях на колебания температуры не ниже +15оС и влажности не выше 40%. Электроды и сварочную проволоку положено складировать в заводской упаковке, не превышая допустимого производителем числа вертикальных рядов. Хранение прокаленных электродов осуществляют в герметичных пеналах, исключающих впитывание обмазкой влаги.
Все материалы хранят на маркированных стеллажах, строго отсортированными по типам и маркам.
Согласно стандартам и техническим условиям, сварочные и защитные газы хранят в отдельных помещениях, оборудованных вентиляцией, искробезопасным освещением и газоанализаторами.
Для получения сварочных принадлежностей сварщиком должна предъявляться заявка, заверенная линейным руководителем. Об этом делается запись в журнале сварочных работ и в учетной карточке работника.
 (Пока оценок нет)
(Пока оценок нет)




