
Во многих технологиях прочного соединения металлических конструкций используется вместо электрода сварочная проволока в качестве присадки. Для чего она нужна? Такое применение оправдано в полуавтоматах и на автоматических производственных линиях.
После изготовления присадка наматывается на кассеты, катушки, затем реализуется через торговые точки или напрямую со склада предприятия-изготовителя.
Короткая информация
Проволока для сварки изготавливается цельной, полой или имеющей специальные вкрапления, облегчающие процесс соединения металлов. Материал используется разный, например, для сварки алюминия применяют присадку из аналогичного металла. Это позволяет узнать , какую именно выбрать под свои нужды. Для удобства использования проволоку наматывают на бобины, чтобы затем вставить в автомат подачи.
Виды изделий
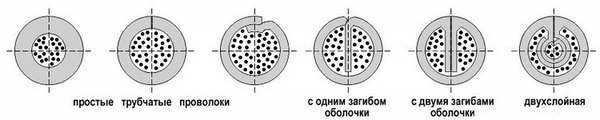
В технике различают три основных состава:
- Сплошной. Проволока аналогичного сечения изготовлена из чистого материала, без вкраплений. Часто применяется для сварки с участием защитного газа.
- С содержанием флюса или порошковый вариант, используется для сварочных работ без газа, т. к. внутри находится флюс или вещества, заменяющие защиту от окисления. Такой метод сварки применяется, например, при строительстве многоэтажных зданий.
- Активированный состав, вобрал в себя все полезные функции — конструкцию от первого варианта, а защитные свойства от второго вида. Все необходимые компоненты пропорционально размещены по всему телу присадки.
Предприятия, использующие постоянно аналогичные присадки на полуавтоматических или автоматизированных линиях, закупают сварочную проволоку в бухтах, весом от одной тонны, а затем уже самостоятельно осуществляют ее намотку или сразу же подают к месту сварки.
Из нержавеющей стали
Основное назначение проволоки для сварки нержавейки — прочное соединение сталей, содержащих хром и никель, при защите газа различного состава. Преимущества:
- высокая прочность, качество шовного соединения,
- стойкость при воздействии влаги,
- минимум разбрызгивания расплавленного металла,
- отсутствие микротрещин на готовых стыках,
- стабильность дуги,
- увеличенный ресурс службы.
Изготавливается проволока из легированных сталей с высоким содержанием никеля и хрома, обеспечивающих минимальное появление следов ржавчины. Диаметр варьируется в пределах 0,13—6,0 мм, наиболее известные маркировки: СВ06Х20Н11М3 и СВ01Х18Н10.
Омедненный вариант
 Снижает оплавление наконечников неплавящихся электродов, поэтому применяется как проволока для полуавтомата. Для эффективного использования реализуется намотанной на кассеты, катушки или бобины из пластика, исполнителю достаточно вставить изделие в автомат подачи и приступить к работе.
Снижает оплавление наконечников неплавящихся электродов, поэтому применяется как проволока для полуавтомата. Для эффективного использования реализуется намотанной на кассеты, катушки или бобины из пластика, исполнителю достаточно вставить изделие в автомат подачи и приступить к работе.
Стандарт толщины сечения: 0,6, 0,8 и 1,0 мм, помогает быстро повторно активировать сварочную дугу и стабилизировать ее устойчивое горение. Наиболее известные присадки — отечественного производства с маркировкой СВ-08Г2С и от компании из Швеции ESAB. Второй вариант применяется для сварки стали — штампованной, инструментальной, нержавеющей, используется для соединений деталей из чугуна.
Изделия из стали
Маркируются литерами СВ, применяется диаметр 0,3—12,0 мм, существуют пружинные, канатные, сварочные, армированные и т. д., всего около 50 вариантов. В технике используются три крупные группы для сварки таких сталей:
- Углеродистые — 08, ЮГЛ и 10Г2.
- Средне и низколегированные — 18ХС, 08ГС и 08Г2С.
- Высоколегированные — 08Х14ГНТ и 12Х13.
Проволока в некоторых случаях сверху омедняется для защиты от окисления и лучшей проводимости тока. Оптимальный вариант использования — аргонодуговая сварка, наличие процентного содержания легирующих металлов позволяет соединять высокоуглеродистые стали.
Из алюминия
Применяется для соединения конструкций аналогичного состава, а также металлов на его основе, при содержании: кремния — 3%, меди 3—5%, при этом получается шов с такими преимуществами:
- повышенной прочности,
- идентичность цвета,
- высокой коррозионной стойкости.
Применяется в автомобильной и судостроительной промышленности. Материал обладает высокой пластичностью и легким весом, применяется для газосварки и соединения заготовок из нержавеющего металла. В чистом виде не изготавливается, а только с присадками, например, при добавке 0,2% титана получается мелкозернистый шов, что важно при выполнении точных работ.
 Чтобы правильно и надежно соединить алюминиевые детали, проволока должна быть идентичной по составу, исключение — магний, в присадке содержание больше, т. к. во время сварки он быстро улетучивается.
Чтобы правильно и надежно соединить алюминиевые детали, проволока должна быть идентичной по составу, исключение — магний, в присадке содержание больше, т. к. во время сварки он быстро улетучивается.
Активированная
 Порошок сосредотачивается во внутренней полой части и играет роль фитиля, используется такой вариант при сварке с защитой углекислым газом. Активную часть выполняют: карбонаты, оксиды металлов, такие как барий, титан, магний и кремний. Результат — сварочная дуга горит стабильно, металл не разбрызгивается, шов получается ровный без каверн.
Порошок сосредотачивается во внутренней полой части и играет роль фитиля, используется такой вариант при сварке с защитой углекислым газом. Активную часть выполняют: карбонаты, оксиды металлов, такие как барий, титан, магний и кремний. Результат — сварочная дуга горит стабильно, металл не разбрызгивается, шов получается ровный без каверн.
Порошковый вид
Полая стальная проволока заполняется внутри флисом на 15—40%, конкретное содержание указывается в сопроводительном сертификате. Достоинства методики: качественное соединение, легкое удаление застывшего шлака и стабильное горение дуги. Производители часто называют ее стальной, что вводит пользователей в заблуждение.
Флюсовой вариант надо выделить в отдельную категорию, так как она увеличивает продуктивность и возможности полуавтоматической сварки, гарантирует качество шовного соединения, по сравнению с простой стальной присадкой.
Нюансы маркировки
Основные характеристики любого вида припоя зашифрованы набором букв и цифр, такое обозначение имеют все виды проволоки для сварки, что не зависит от типа и назначения припоя. Первые литеры указывают на применение:
- СВ — для сварочных работ,
- НП — наплавочный вид,
- ПП — порошковый вариант.
Например, СВ-06Х19Н9Т — это проволока для сварки, далее идут цифры, указывающие процентное содержание углерода (0,06 %) от общей массы. Потом встречаются литеры А или АА — вредное содержание фосфора и серы. Затем указывают содержание металлов: Х19 — 19% хрома, Н9 — 9% никеля, когда содержание менее 1%, то цифры не указываются, а ставится только буква..
Принято обозначать металлы такими буквами: В — вольфрам, Б — ниобий, Г — марганец, Д — медь, М — молибден, С — кремний, Т — титан, Ф — ванадий, Ц — цирконий и Ю — алюминий.
 И. В. Александров, образование: Учебный центр ИТЦ Эксперт, специальность: сварщик 5-го разряда, опыт работы с 2001 года: «Опытный сварщик должен знать маркировку присадочной проволоки как таблицу умножения, тогда он избежит досадных ошибок во время работы».
И. В. Александров, образование: Учебный центр ИТЦ Эксперт, специальность: сварщик 5-го разряда, опыт работы с 2001 года: «Опытный сварщик должен знать маркировку присадочной проволоки как таблицу умножения, тогда он избежит досадных ошибок во время работы».
Выбор при полуавтоматической сварке
 Чтобы выяснить, какая проволока лучше для полуавтомата, надо знать, что этот вид сварочных работ считается универсальным и легко справляется с деталями различной толщины, с одинаковым качеством производится сварка цветных и черных металлов. Под конкретный вид делается аналогичная подборка присадки.
Чтобы выяснить, какая проволока лучше для полуавтомата, надо знать, что этот вид сварочных работ считается универсальным и легко справляется с деталями различной толщины, с одинаковым качеством производится сварка цветных и черных металлов. Под конкретный вид делается аналогичная подборка присадки.
Главное — это химический состав, который узнается из маркировки проволоки, например, СВ08Г2С, опытный исполнитель сразу же определит, для какого металла следует использовать такой припой. Применяется только проволока, изготовленная согласно требованиям ГОСТ, имеющая сертификат качества и заводскую упаковку, которая предохраняет от механических повреждений.
Совместимость с аппаратами
Для полуавтоматов применяется сварочная проволока различных видов — это зависит от химического состава металла, который должен быть идентичен аналогичному параметру припоя. Корректная работа аппаратов с припоем зависит от таких параметров:
- сила тока не менее 35 А,
- мощность 1,5 кВт и выше,
- сечение припоя 0,5—2,0 мм.
Первый параметр регулируется реостатом, который находится на панели управления, а правильный подбор диаметра зависит от толщины изделий и условий сварки.
Зависимость свариваемости и химического состава
Качество сварки зависит от содержания углерода, чем оно выше, тем труднее сварить стальные конструкции обычными методами. Процентное содержание марганца влияет на прочностные характеристики и твердость металла, а также на закаливание. Содержание серы вредит процессу сплавки металлов — образуются горящие трещины.
При наличии кремния более 0,5% образуются шлаки, которые усложняют сварку: если в пределе 0,8—1,5%, то сталь становится упругой, пластичность уменьшается, а хрупкость прогрессирует. Наличие фосфора 0,1—0,2% делает металл хрупким при обычных условиях. Другие металлы, задействованные в маркировке присадочной проволоке, вводятся для придания ей специфических свойств.
Производители сварочной проволочной продукции
Среди российских компаний выделяются:
- ООО СМС, компания отличается современным оборудованием, позволяющим выпуск продукции по европейской технологии в соответствии принятым стандартом.
- ООО Петромет — относится к Сталепрокатному заводу Санкт-Петербурга.
- ООО Велд-Метиз, производственные мощности находится в Москве.
- ОАО Волгоградский сталепроволочно-канатный завод.
- ОАО Западно-Сибирский Металлургический Комбинат, расположенный в городе Новокузнецке.
Благодаря перечисленным производителям, все предприятия РФ обеспечены качественной присадочной проволокой, позволяющей выполнять все виды сварки металлов.
Выводы
Несмотря на большой ассортимент марок присадочной проволоки, выбрать оптимальный вариант для своих нужд не так уж сложно, надо только выяснить химический состав металлоконструкций, а затем подобрать припой.
 (Пока оценок нет)
(Пока оценок нет)




