Сварка под флюсом (международное обозначение «Submerged Arc Welding» – «SAW») – это разновидность дуговой сварки с использованием проволочных электродов.
Что собой представляет этот метод, для чего он нужен?
 Опытные сварщики знают о негативном воздействии атмосферного воздуха на процессы, происходящие в сварочной ванне. Сварка плавлением – это высокотемпературный процесс, который характеризуется повышенной активностью расплавляемых материалов. Взаимодействие с химическими элементами воздуха приводит к образованию оксидов, гидридов и нитридов, ухудшающих качество работ. На сегодняшний день известно несколько методов защиты сварочного шва от агрессивного воздействия окружающей среды:
Опытные сварщики знают о негативном воздействии атмосферного воздуха на процессы, происходящие в сварочной ванне. Сварка плавлением – это высокотемпературный процесс, который характеризуется повышенной активностью расплавляемых материалов. Взаимодействие с химическими элементами воздуха приводит к образованию оксидов, гидридов и нитридов, ухудшающих качество работ. На сегодняшний день известно несколько методов защиты сварочного шва от агрессивного воздействия окружающей среды:
- газовый,
- шлаковый,
- газошлаковый,
- вакуумный.
Шлаковая защита (сварка под слоем флюса) позволяет сократить время на выполнение работ при повышении качественных характеристик шва.
 Согласно ГОСТу 8713-79: «Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры. Существует два способа выполнения работ: механизированный (полуавтоматическая сварка) и автоматически (роботизированная автоматическая сварка)».
Согласно ГОСТу 8713-79: «Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры. Существует два способа выполнения работ: механизированный (полуавтоматическая сварка) и автоматически (роботизированная автоматическая сварка)».
Рассмотрим их подробнее.
Полуавтоматическая
Широко применяется при сварке криволинейных поверхностей. Область применения – мелкосерийное производство. Источником энергии может служить как постоянный, так и переменный ток.
Для выполнения работ используется сварочный полуавтомат типа ПШ-54. Рабочая толщина металла – до 30 мм. Полуавтоматическая сварка позволяет осуществить различные виды работ:
- со скосом кромок,
- многопроходные угловые швы,
- прорезные швы,
- нахлесточные соединения со сквозным проплавлением,
- электрозаклепки.
Основным отличием от роботизированного метода сварки в том, что сварщик самостоятельно подбирает мощность напряжения, скорость и угол наклона электрода.
 Основной недостаток полуавтоматического способа – отсутствие контроля над процессом формирования сварочного шва. При сварке угловых швов обязательно использование копирующей насадки.
Основной недостаток полуавтоматического способа – отсутствие контроля над процессом формирования сварочного шва. При сварке угловых швов обязательно использование копирующей насадки.
Роботизированная автоматическая
При выполнении работ автоматической сваркой под флюсом функции оператора сводятся к выбору и настройке режима работы. Отличается высокой скоростью выполнения работ и качеством сварных швов.
Применяется на крупносерийных производствах, где качество и скорость работы являются приоритетными показателями.
Роль
Как было сказано выше, окружающая среда негативно воздействует на качество сварочных работ. Применение флюса позволяет минимизировать вредные факторы.
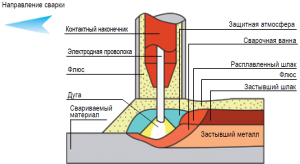
Суть метода заключается в укрытии зоны расплава слоем флюса. В результате термического воздействия электрической дуги в зоне сварки расплавляется металл, сварочная проволока и флюс. Расплавленный флюс образует эластичную капсулу, которая защищает от атмосферных воздействий.
Внутреннее пространство занимают пары флюса, расплавленного металла и сварочный газ. Внутренне давление элементов удерживает флюсовую пленку, которая окружает зону сварки. Капсула значительно повышает тепловой КПД, что обеспечивает высокую интенсивность расплавления, по сравнению с прочими методами сварки. Поэтому сварка под флюсом считается высокопроизводительным методом сварки.
В процессе остывания флюс преобразуется в шлак, который покрывает сварочный шов. По окончании работ шлак удаляется механическим способом без особых усилий. Остаточный слой флюса годится для дальнейшего использования.
Разновидности
Сварочные флюсы классифицируют по нескольким параметрам:
- Внешний вид. В зависимости от области применения различают зернистые, порошковые, кристаллические, пастообразные и газовые флюсы. В электросварке применяют гранулированный или порошковый флюс. При пайке чаще используют пастообразный или газовый материал.
 ВАЖНО! При выполнении электросварочных работ следуют учитывать электропроводность материала.
ВАЖНО! При выполнении электросварочных работ следуют учитывать электропроводность материала. - Химический состав. Основным требованием является химическая инертность под воздействием высоких температур. Некоторые флюсы могут содержать присадки улучшающие характеристики сварного шва.
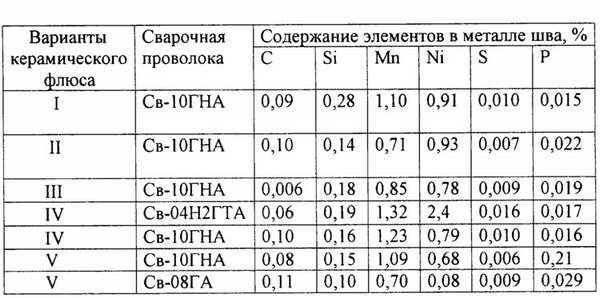
Процентное содержании химических элементов в материале шва при использовании различных керамических флюсов.
- Способ получения. Делятся на плавящиеся и неплавящиеся. Первые применяют при выполнении наплавочных работ. Они способны передавать химические элементы, придавая металлу различные полезные свойства (например, повышать стойкость к коррозии). Неплавящиеся флюсы используют для повышения механических параметров готового шва. Поэтому их используют для сварки металлов, которые в обычных условиях плохо поддаются соединению: цветные металлы, высокоуглеродистая сталь и другие.
- Назначение. Существуют специальные флюсы, а также флюсы общего назначения. Специальные флюсы разработаны под конкретный вид работ, например, сварка высоколегированной стали. Флюсы общего назначения универсальны. Они могут применяться в одновременно в нескольких работах, как наплавочных, так и сварочных.
Возможно проведение классификации по марке, которая определяется предприятием-разработчиком. Институт электросварки им. Патона маркирует флюсы собственного производства аббревиатурой «АН» (академия наук), а продукт Центрального НИИ машиностроения обозначается «ФЦ». Параметры производства подчиняются государственным стандартам качества, однако единая маркировка сварочных флюсов до сих пор отсутствует.
Основные режимы
От параметров проведения сварочных работ зависит итоговая форма и размер шва. Расположим их в порядке убывания влияния:
- Напряжение дуги.
- Величина тока.
- Скорость сварки.
- Диаметр электродной проволоки.
- Угол наклона электрода.
- Род и полярность тока.
- Тип флюса.
- Величина вылета электрода.
Проведение сварочных работ возможно при условии поддержания дуги. Таким образом, скорость подачи проволоки должна соответствовать скорости ее плавления в сварочной ванне. Изменение величины одного параметра должно сопровождаться изменением величины второго. При равном показателе силы тока проволока меньшего диаметра должна подаваться с большей скоростью. Влияние параметров режима на качество соединения изучают путем изменения одного из параметров, оставив прочие параметры неизменными.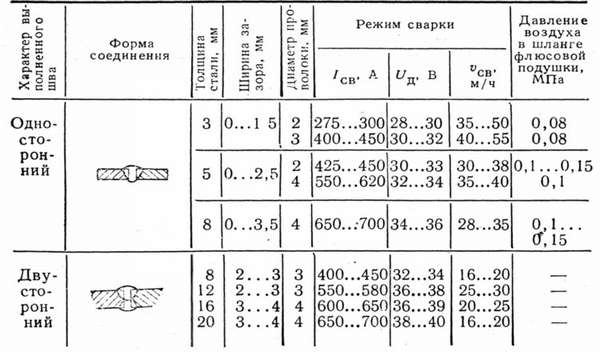
Подбор режима сварки выбор проволоки.
Глубину проплавления металла можно увеличить путем повышения параметров сварочного тока. Соотношение данных параметров имеет практически линейный характер. С увеличением давления дуги расплавленный металл вытесняется интенсивнее. В результате повышается уровень взаимодействия между дугой и основным металлом. При этом ширина шва практически не увеличивается, поскольку дуга углубляется в основной металл.
Уменьшение диаметра электрода при постоянном токе повышает плотность сварочного тока. Подвижность дуги при этом падает, ширина шва уменьшается, а глубина проплавления увеличивается.
Изменения формы и размера шва можно добиться путем придания проволоке колебаний поперечных направлению шва. Амплитуда и частота подбирается индивидуально, в зависимости от требуемого результата. Метод применяется на автоматических установках.
Угол наклона электрода оказывает воздействие, аналогичное ручной дуговой сварке. Во избежание разбрызгивания расплавленного флюса, работы данным методом выполняют только в нижнем положении. Угол наклона изделия не должен превышать 15°. Практическое применение – соединение кольцевых стыков труб.
Минусы и плюсы
Технология сварки под флюсом имеет свои преимущества и недостатки. К преимуществам относятся:
- Высокая производительность. Защитная среда позволяет выполнять работы с высокими показателями силы тока (до 4000 ампер). Это обеспечивает глубокую проплавку металла. Отсутствие брызг и угара исключают возможные потери металла при проведении работ. Вышеперечисленные факторы, а также автоматизации процесса сварки оказывают положительное воздействие на скорость выполнения работ.
- Качество работ. Защитная пленка, которую образует флюс, защищает зону расплава от внешнего влияния. Низкая теплопроводность пленки препятствует быстрому остыванию сварочной зоны. Об этом говорилось выше.
- Автоматизация процесса. Для выполнения работ не требуются дорогостоящие специалисты высокой квалификации.
- Стабильность электрической дуги. Благодаря защитному газовому пузырю под слоем флюса.
- Экономичность. Сварка под флюсом позволяет повысить коэффициент использования тепловой энергии. Экономия электроэнергии, по сравнению с прочими способами работ, составляет 20-40%. Потери электродного металла не превышают 5 %. Для примера: при ручной дуговой сварке средний уровень потерь металла составляет 25-30%.
- Условия выполнения работ. Для удаления вредных сварочных газов достаточно установить систему вентиляции. Флюс скрывает зону сварки. Это исключает негативное воздействие на зрение оператора – отпадает необходимость использования сварочной маски.
Недостатков у метода два:
- Сварочные работы необходимо производить только в нижнем положении. Допустимый уровень наклона сварочных кромок составляет 15°.
- Конструктивные особенности сварочных аппаратов затрудняют применение автоматических технологий в условиях монтажа. В настоящее время над решением данной проблемой активно работают инженеры-конструкторы производственных предприятий.
Оборудование
Поставщики сварочного оборудования предлагают широкий ассортимент оборудования для выполнения сварки под флюсом. Рассмотрим несколько видов.
Портальная установка
Портальная сварочная установка предназначена для выполнения роботизированных сварочных работ различной направленности. Основой конструкции является портал, который отличается высокой жесткостью. Устанавливается на рельсы. Основными элементами установки являются:
- Система ЧПУ.
- Система движения. Приводом служит электродвигатель с редуктором.
- Система рециркуляции сварочного флюса.
- Сварочный выпрямитель.
- Система перемещения сварочных установок.
- Устройство для перемещения сварочных головок.
- Токопровод.
Применяется на предприятиях по производству металлоконструкций.
Сварочная колонна
 Сварочные колонны необходимы для перемещения сварочной головки по нескольким осям. При сварке под флюсом колонна фиксируется.
Сварочные колонны необходимы для перемещения сварочной головки по нескольким осям. При сварке под флюсом колонна фиксируется.
Основные элементы конструкции – приводная платформа и вертикальная стойка. На стойке устанавливают консоль, способную перемещаться в поперечном направлении и по высоте. Различают два режима перемещения – маршевый и сварочный. Управление процессом осуществляется посредством системы ЧПУ с пультом дистанционного управления.
Причины появления пор
Процесс кристаллизации сварного шва может сопровождаться образованием пор. Это заполненные газом полости различной формы. Внешние признаки отсутствуют. Обнаружение возможно посредством применения методов неразрушающего контроля. Для конструкций, которые работают в условиях повышенной нагрузки, поры считают недопустимым дефектом.
Основной причиной появления пор является перенасыщение расплава сварочной ванны газами. Кроме того, высокая скорость кристаллизации шва не позволяет сварочным газом покинуть зону соединения. Опытным путем установлено, что высокомолекулярные газы практически не влияют на процесс порообразования. Главными виновниками являются простые соединения – водород, азот и угарный газ.
Многое зависит от соединяемых материалов. При сварке под флюсом нержавющей стали причиной порообразования является водород. Углерод не способен воздействие на аустенитные сорта стали, а азот практически не вызывает пор.
Состав флюса также оказывает влияние на процесс. Учеными института Электросварки было установлено, что понижение уровня кислотности флюса способствует образованию пор. А применение ферритизаторов снижает риск появления пор при сваривании обычных сортов стали.
Заключение
Технологический потенциал сварки под флюсом раскрыт не до конца. Именно поэтому данный метод сварки пользуется широкой популярностью, не уступая методу дуговой сварки в среде защитных газов.
Сварщик 6-го разряда Гринюк Александр Владимирович. Опыт работы -18 лет:«Использование флюса обеспечивает высокое качество работы при производстве газопроводных труб большого диаметра. Благодаря этому Харцызский трубный завод, на котором я работаю, известен всему миру».
 (Пока оценок нет)
(Пока оценок нет)




