Для замены отслуживших свой срок металлических трубопроводов часто используются трубы из полипропилена, отличающиеся небольшим весом, простотой монтажа, продолжительным (до 50 лет) сроком эксплуатации. Работа по сборке пластиковых систем не сложна, но для ее успешного выполнения следует изучить особенности материала, просмотреть видео уроки, разобраться, полипропиленовая сварка что это такое, какие могут быть тонкости и нюансы процесса?
Трубы и вспомогательные элементы для сборки
 Сортамент ПП-труб обширен и по ГОСТ Р 52134-2003 включает в себя изделия диаметром от 10 до 1600 мм. Для создания домашних водопроводных и отопительных систем наиболее востребованы диаметры 20, 25, 32 и 40 мм.
Сортамент ПП-труб обширен и по ГОСТ Р 52134-2003 включает в себя изделия диаметром от 10 до 1600 мм. Для создания домашних водопроводных и отопительных систем наиболее востребованы диаметры 20, 25, 32 и 40 мм.
Основным параметром при выборе трубы, определяющим возможность ее применения для конкретных целей, является величина номинального давления. Этот показатель обозначается двумя буквенными символами «PN» и двумя цифровыми:
- PN10. Система, смонтированная из такого типа ПП-труб, рассчитана на давление до 10 атмосфер при температуре потока до 45°С. Трубопровод может использоваться только для холодной водоподачи.
- PN16. Символы указывают на возможность применения трубы для холодных водопроводов при подаче воды температурой не выше 60°С под давлением до 16 атмосфер.
- PN20. Трубы с этой маркировкой рассчитаны на подачу воды, нагретой до 95°С, при давлении в системе до 20 атмосфер. Предназначены для организации горячего водоснабжения, но не подходят для отопления по причине деформирования в напорных отопительных системах.
- PN25. ПП-изделия способны выдержать давление до 25 атмосфер, предназначены для устройства напорных систем отопления. Трубы PN25, армированные фольгой из алюминия или капроновым волокном, отличаются прочностью и низкими теплопотерями.
Особенностью ПП-труб является высокая жесткость, потому в процессе сборки их изгиб невозможен. При прокладке коммуникаций необходимо применение различных фурнитурных элементов – фитингов:
- для разветвления основного потока – тройников или крестовин,
- для изменения направления магистрали – отводов,
- для состыковки труб – муфт.
Достоинства
Свойства ПП-труб обуславливают популярность материала не только у крупных застройщиков, но и у владельцев загородных домов.
К преимуществам изделий следует отнести:
- продолжительный срок эксплуатации, составляющий порядка 50 лет,
- невозможность отложения известковых и других твердых наслоений,
- высокая морозоустойчивость и отсутствие предпосылок для образования конденсата,
- малый удельный вес,
- легкость транспортировки и простота монтажа в труднодоступных местах,
- устойчивость к коррозии и воздействию агрессивных веществ,
- низкая стоимость.
Методы соединения
Сварка пропиленовых труб производится двумя методами – враструб и встык. Во избежание ошибок, нужно соблюдать правила, следование которым гарантирует создание прочного шва.
Типичные ошибки при сварке враструб

Сваркой ПП-труб враструб соединяются участки систем с элементами небольшого диаметра. Такой метод соединения, доступный своими руками даже для начинающих, считается более устойчивым и надежным, чем сварка встык, потому как сам характер его (труба помещается в фитинг) гарантирует высокую прочность узла, не требуется применение подсобного инструмента для центрирования деталей.
В процессе сваривания выполняется нагрев и оплавление поверхностей соединяемых элементов (внутренней – фитинга, наружной – трубы) посредством паяльного набора, либо без паяльника с помощью иного нагревательного аппарата, сборку разогретых деталей (опускание трубы в фитинг) и ожидание остывания узла.
 О том, как выбрать аппарат для сварки полипропиленовых труб читайте статью на нашем сайте.
О том, как выбрать аппарат для сварки полипропиленовых труб читайте статью на нашем сайте.
Важно не допустить следующие ошибки:
- Недостаточное доведение трубы при вложении в раструб перед нагревом, что усложняет сборку узла и ведет к образованию слабого места.
- Превышение необходимой глубины вставки трубы в фитинг перед прогревом, приложение слишком большого усилия. Край трубы заворачивается внутрь, сужается проход, создается препятствие для свободного тока воды.
- Недоведение стыкуемых элементов до упоров, из-за чего соединение их получается слишком слабым.
- Излишний нагрев элементов вследствие повышения времени прогрева либо слишком высокой температуры паяльника. Происходит потеря необходимой жесткости деталей, что усложняет или делает невозможной дальнейшую сборку.
- Недогрев стыкуемых элементов из-за низкой температуры аппарата либо слишком малого времени нагрева. По этой причине поверхности деталей недостаточно сплавляются друг с другом, в месте сваривания не обеспечивается достаточная герметичность.
- Слишком большой временной промежуток между снятием элементов с нагрева и началом их сборки, вследствие чего температура деталей становится ниже предела вязкотекучести. Это приводит к недостаточному сплавлению элементов друг с другом или к невозможности сборки.
- Выполнение отреза трубы с нарушением перпендикулярности торца продольной оси изделия. В результате элемент недостаточно плотно прилегает к внутреннему упору фитинга.
- Несоосная состыковка трубы с раструбом ведет к деформированию соединения, нарушению ровности и потере герметичности.
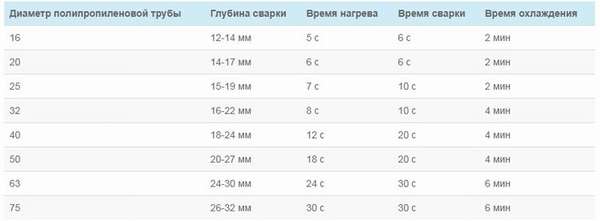 Рекомендуется пользоваться таблицей для определения точного времени нагревания и того сколько держать деталь.
Рекомендуется пользоваться таблицей для определения точного времени нагревания и того сколько держать деталь.
Ошибки при сварке полипропиленовых труб враструб ведут к нарушению целостности соединения, приводят к созданию в трубопроводе слабых зон, разрушающихся при резком краткосрочном скачке давления. Эти оплошности исправляются при помощи ремонтного комплекта для починки поврежденных участков трубы
Стыковая техника
Сварка труб из полипропилена встык состоит в доведении их краев до расплавления посредством нагревающего аппарата, сжатии до момента полного остывания шва. Метод не требует применения вспомогательных соединительных элементов и при выдерживании технологии обеспечивается высокая прочность стыкового шва. Последовательность выполнения работ следующая:
- торцевание,
- очистка места соединения,
- станок нагревателя,
- оплавление,
- создание давления сварки,
- остывание.
Сварка полипропилена методом встык распространена преимущественно при сборке прямых участков трубопроводов промышленного назначения.
Инструменты для соединения
 К основным инструментам, применяющимся для сваривания ПП-труб относятся:
К основным инструментам, применяющимся для сваривания ПП-труб относятся:
- паяльник (сварочный утюг) с несколькими нагревающими насадками,
- труборез.
Если трубореза нет, торцевать элементы трубопровода можно ножовкой по металлу либо болгаркой, зачищая образовавшуюся на торцах «бахрому» наждачной бумагой.
Кроме основных инструментов также понадобятся:
- угольник,
- рулетка,
- маркер.
Основные этапы пайки
Спайка труб начинается с этапа подготовки, позволяющего минимизировать затраты труда и исключить ошибки в процессе сборки.
Сначала следует вычертить примерную схему трубопровода, определить места поворотов, ответвлений, сколько потребуется паек. При подсчете количества труб необходимо на каждый отрезок добавлять на «провар» по 30-40 см.
 Важно! Опытные сварщики часто советуют новичкам потренироваться «на кошках» чтобы не испортить материал и не допустить грубых ошибок при монтаже, для начала следует приобрести навыки и сварить несколько обрезков труб, непригодных для сборки.
Важно! Опытные сварщики часто советуют новичкам потренироваться «на кошках» чтобы не испортить материал и не допустить грубых ошибок при монтаже, для начала следует приобрести навыки и сварить несколько обрезков труб, непригодных для сборки.
Перед тем как сваривать полипропиленовые трубы, следует избавиться от заусениц и неровностей, если требуется – применить торцеватель.
Непосредственно инструкция потому как пользоваться спайкой выполняется в таком порядке:
- паяльник нагревается до температуры не ниже 260°С,
- соединяемые отрезки труб одновременно вставляются в насадки,
- элементы вынимаются из насадок по окончании требуемого для расплава концов времени,
- торцы состыковываются, вжимаются друг в друга на протяжении 15-20 секунд,
- соединенные элементы укладываются неподвижно до окончательного застывания шва.
Вручную
Ручная сварка выполняется посредством компактного прибора, рабочий орган которого – дорн, представляет собой греющую поверхность, к которой приставляются насадки для оплавления фитингов и труб.
Описание процесса как правильно сварить занимает всего три пункта:
- составление соединяемых деталей,
- обхват элементов дорном,
- взаимное вплавление деталей при нагревании.
При правильном выполнении работы, после остывания на поверхности формируется ровный шов, одинаковый по высоте.
Важно! При выборе такого варианта соединения, важно точно состыковывать элементы, так как излишки расплавленного пластика могут попасть внутрь соединения, что приведет к уменьшению внутреннего сечения трубы.
Глубина посадки
 Фасонные детали большого и малого диаметров различаются глубиной расположения сварного стыка и перед тем как сваривать между собой трубы из полипропилена, этот размер следует определить при помощи штангенциркуля или линейки. Если заранее не разметить глубину посадки, труба может войти слишком глубоко, что чревато сужением прохода стыка и снижением эффективности работы всей системы.
Фасонные детали большого и малого диаметров различаются глубиной расположения сварного стыка и перед тем как сваривать между собой трубы из полипропилена, этот размер следует определить при помощи штангенциркуля или линейки. Если заранее не разметить глубину посадки, труба может войти слишком глубоко, что чревато сужением прохода стыка и снижением эффективности работы всей системы.
Расчет глубины необходимо выполнять с особой точностью.
Приспособление для разметки
Для облегчения и ускорения процесса разметки можно использовать простой шаблон-самоделку. К примеру, для элемента диаметром 20 мм из куска трубы диаметром 32 мм вырезается кольцо шириной 15 мм, которое применяется для контроля точности посадочного размера.
Специализированные аппараты
Процесс сварки ПП-труб с применением сварочного автомата полностью совпадает с ручной спайкой, исключая пару моментов:
- торцевание трубы осуществляется пилой,
- прижим соединяемых элементов в зоне спайки обеспечивается механическими захватами.

Регулирование при какой температуре в зоне сплавления на 20 мм происходит выключение нагревательного органа выполняется блоком системы управления.
Автоматические сварочные агрегаты позволяют выполнить высококачественное соединение труб встык максимально быстро. При этом возможна точная настройка и регулировка температурного режима в зоне оплавления.
Технология для листового полипропилена
Диффузионная
Диффузионная сварка выполняется на специальных подвижных столах, на которые укладываются и жестко фиксируются подлежащие соединению листы. Данные о толщине и длине свариваемых элементов вносятся оператором в систему управления станка.
Концы листов оплавляются нагревателем, который при достижении требуемой температуры убирается. Раздвижные столы соединяются и плотно прижимают детали, их оплавленные поверхности проникают друг в друга, образуя прочный и надежный шов.
С помощью экструдера
Сварку листового полипропилена своими руками можно произвести экструдером. Устройство используется преимущественно для соединения крупных элементов сложной конфигурации.
Технологией предусмотрено добавление в зону шва дополнительного вещества, чаще всего им является пластиковая проволока.
Нагревание поверхностей до вязкого состояния осуществляется горячим воздухом, при этом присадка также размягчается и смешивается с материалом поверхности до получения однородной массы.
Строительным феном

Сварка феном применяется при толщине листов не более 20 мм, нагрев осуществляется струей горячего (170-180°С) воздуха. Сварной шов при этом не обладает высокой механической прочностью.
Использование фена допускается для соединения небольших конструкций из ПП-листов, не подвергаемых при эксплуатации значительным нагрузкам.
Склеивание
В отличие от полифузионных способов, склеивание ПП-листов требует специальной подготовки материала, заключающейся в необходимости предварительной сборки элементов с проставлением всех меток, так как неправильное или неточное соединение приведет к порче материала.
Клей рекомендуется приобретать известных марок, зарекомендовавших себя на рынке. При склеивании важно уделить особое внимание обработке краев листа, тогда шов получится ровным и аккуратным.
 Сергей Буйко, инженер-строитель, стаж работы 25 лет: «Самостоятельная прокладка трубопровода из ПП-труб не представляет особой сложности, необходимо четко соблюдать технологические нормы, относиться к работе ответственно и добросовестно. Здесь важна сноровка, которую невозможно приобрести без практики. На первых порах лучше пригласите для консультаций кого-нибудь из более опытных знакомых, не стесняйтесь обращаться за советом».
Сергей Буйко, инженер-строитель, стаж работы 25 лет: «Самостоятельная прокладка трубопровода из ПП-труб не представляет особой сложности, необходимо четко соблюдать технологические нормы, относиться к работе ответственно и добросовестно. Здесь важна сноровка, которую невозможно приобрести без практики. На первых порах лучше пригласите для консультаций кого-нибудь из более опытных знакомых, не стесняйтесь обращаться за советом».
 (Пока оценок нет)
(Пока оценок нет)




