Сварка нержавейки аргоном – востребованная технология, которая позволяет получить соединение данного сплава наивысшего качества, по сравнению с прочими методами работы.
Трудности
 Легирующие добавки, которые входят в состав нержавейки, повышают ее качественные характеристики, придавая коррозионностойкие свойства, однако негативно влияют на сварочный процесс.
Легирующие добавки, которые входят в состав нержавейки, повышают ее качественные характеристики, придавая коррозионностойкие свойства, однако негативно влияют на сварочный процесс.
По сравнению с прочими сортами стали, теплопроводность нержавейки ниже в 2 раза. Это значит, при температурном воздействии на поверхность тепло будет концентрироваться в точке контакта, а не равномерно распределяться по плоскости, отводя излишки энергии. По этой причине у начинающих сварщиков не получается качественно проварить сплав без перегревов и прожогов. Технические пособия рекомендуют устанавливать меньшие амперные характеристики сварочного оборудования при сваривании данного сплава.
Важным фактором, который необходимо учитывать на стадии планирования, является высокий показатель линейного расширения. Избыточное температурное воздействие легко деформирует околошовную зону, поэтому необходимо оставлять зазор, достаточный для предотвращения образования трещин.
Высокое электрическое сопротивление также негативно влияет на качество сварки. Расходные материалы очень быстро нагреваются. Через некоторое время они начинают плавиться не сварочной ванне, а на конце дуги.
 Все электроды для сварки нержавеющей стали имеют ограниченную длину, которая не превышает 350 мм.
Все электроды для сварки нержавеющей стали имеют ограниченную длину, которая не превышает 350 мм.
Существуют и температурные ограничения сварочного процесса. При температуре 500 Сº в межкристаллическом пространстве начинают образовываться соединения, ухудшающие качество шва – карбид хрома и железа. Для предотвращения данного процесса, деталь необходимо охладить сразу же по окончании работ.
Подготовительные работы
Аргонную сварку нержавейки следует начинать с качественной подготовки поверхности. Процедура подготовки рассматриваемого сплава не отличается от прочих сортов металла и включает в себя следующие действия:
- Поверхность очищается от посторонних элементов. При этом кромки должны быть зачищены до металлического блеска. Сварка нержавеющей стали ГОСТ 14771-76 не указывает, каким именно способом будут проводиться подготовительные работы. Из этого следует, что возможно применение как ручного инструмента, так и механизированного способа.
- Следующий этап включает в себя обезжиривание поверхности любой подходящей жидкостью.
- Завершает подготовку установка зазора, компенсирующего деформационные процессы.
Следует заранее озаботиться подготовкой присадочного материала, тип которого будет соответствовать свойствам свариваемого металла. Наиболее распространенными марками сварочной проволоки являются:
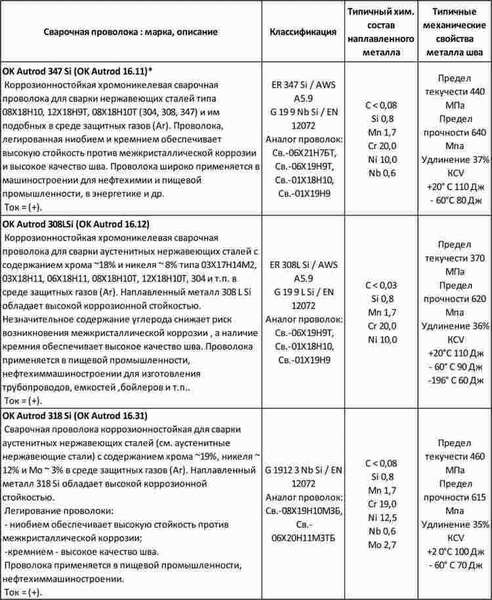 Сварочная проволока для нержавейки и ее классификация.
Сварочная проволока для нержавейки и ее классификация.
Аргонодуговая сварка неплавящимися электродами

Технологию использования неплавящегося электрода в среде аргона используют для сварки нержавеющих труб. Отличительная особенность данного метода – качественные и аккуратные швы с привлекательным внешним видом. Аргонодуговая сварка применяется также при ответственных работах с баками и прочими сосудами, которые эксплуатируются под давлением.
Работы можно выполнять как на постоянном, так и на переменном токе прямой полярности. Источником тепла выступает горелка с вольфрамовым электродом, через которую подается защитный газ. Шов формируется за счет плавления присадочного материала, в качестве которых выступают прутки, подающиеся в зону расплава.
Сварка в режиме TIG имеет некоторые особенности:
- При попадании в зону расплава частиц вольфрама качество шва ухудшается. Для розжига дуги применяют специальную угольную пластину, после чего переносят ее на рабочую плоскость.
- По окончании работ необходимо продолжать подачу защитного газа до полного остывания электрода и горячего шва – это позволит избежать окисления рабочей зоны и электрода горелки.
В процессе работы необходимо соблюдать определенный угол наклона горелки и прутка, по отношению к поверхности, а также относительно друг друга. Это базовые навыки, которые преподают на курсах обучения сварщиков.
С помощью полуавтомата
 Начинающие мастера часто задаются вопросом: «Как сварить нержавейку полуавтоматом?» Данный метод отличается высокой производительностью, благодаря непрерывной подаче электродной проволоки. Визуальные качества шва при этом не такие привлекательные, как при аргонодуговой сварке, однако надежность соединения не уступает предыдущему методу.
Начинающие мастера часто задаются вопросом: «Как сварить нержавейку полуавтоматом?» Данный метод отличается высокой производительностью, благодаря непрерывной подаче электродной проволоки. Визуальные качества шва при этом не такие привлекательные, как при аргонодуговой сварке, однако надежность соединения не уступает предыдущему методу.
Аргоновую сварку полуавтоматом относят к универсальным технологиям, поскольку она позволяет работать с заготовками различной толщины. С ее помощью можно выполнить любые работы – от сварки перил в загородном доме до соединения сложной конструкции по предоставленным чертежам.
К расходным материалам предъявляют особые требования. Обязательное условие – наличие никеля в составе проволоки. В противном случае ее считают несоответствующей действующим нормам.
Основными режимами выполнения работ являются:
- Короткой дугой. При дуговой сварке температура воздействия зависит от длины разряда. Короткое расстояние между горелкой и поверхности идеально подходит для тонкостенных изделий.
- Импульсный. В этом случае проволоку подают в зону расплава с короткими промежутками, что снижает вероятность разбрызгивания, минимизирует температурное воздействие на деталь и снижает расход проволоки.
- Струйный. Применяют для сварки деталей, толщиной от сантиметра.
Соединение тонкого материала

Сварку тонкой нержавейки аргоном следует выполнять с большой осторожностью. Опытные специалисты рекомендуют применять специальные подкладки из металла с высокой теплопроводностью. Это преследует несколько целей:
- подкладка будет выполнять функции отвода тепла, снижая риск образования карбидов,
- расплавленный металл не будет вытекать с обратной стороны шва,
- выполняется фиксация рабочей плоскости.
При соблюдении всех правил, качество соединения будет выше, по сравнению с использованием инвертора.
В некоторых случаях будет целесообразно использовать станок для точечной сварки. При этом также необходимо правильно настроить рабочие параметры: при завышенных амперных характеристиках нержавейка после контактной сварки ржавеет, за счет образования карбидов.
Трубы

Качественный сварочный аппарат для нержавейки способен соединить трубы из соответствующего сплава, которые используются в системах домашнего водоснабжения. Обладая определенными навыками, можно без проблем справиться с этой задачей своими руками.
Особенностью технологии является необходимость в защите внутренней поверхности трубы. Для этого необходимо заглушить отверстие с одной из сторон с помощью подручных материалов:
- Ветошь,
- Поролон,
- РТИ,
- Бумага.
Затем в заглушку устанавливают трубку, которая будет служить проводником защитного газа. Важно, чтобы она была герметично заизолирована, во избежание утечек.
Рабочее давление газа устанавливают, в зависимости от условий выполнения работ. Требование одно – газ не должен выдавливать расплав на поверхность. В этом случае качество шва гарантировано.
Режим Pulse
Современное оборудование оснащено функцией выполнения работ в импульсном режиме. Его основное предназначение – соединение элементов различной толщины.
Как было сказано выше, данная технология помогает экономить расходный материал. Кроме того, сокращается время финишной очистки поверхности, благодаря низкому количеству брызг расплавленного металла.
Таким образом, можно сократить промежуточный этап механической шлифовки изделия, переходя к обработке кислотами и гелями, с целью удаления оксидного слоя и придания шву необходимой стойкости.
С инородным металлом
У малоопытных сварщиков часто возникают трудности, поскольку они не знают, как сваривать нержавейку с черным металлом.
малоопытных сварщиков часто возникают трудности, поскольку они не знают, как сваривать нержавейку с черным металлом.
Аргонодуговая сварка зарекомендовала себя лучше всего, поскольку аргон надежно защищает зону расплава от контактов с окружающей средой.
Во избежание появления горячих трещин необходимо использовать прутки на основе хрома и никеля.
Плюсы и минусы такого способа
К достоинствам использования аргона относят:
- Газ надежно защищает расплавленный металл, исключая его контакт с атмосферным воздухом, что повышает качество соединения.
- Низкая теплопроводность помогает сваривать сложные детали, не влияя на их конструкцию.
- Высокая температура сварочной дуги положительно влияет на скорость процесса.
Недостатками являются высокая стоимость сварочного оборудования, что не всегда позволяет использовать его при выполнении домашних работ. Кроме того, работа с аргоном имеет свои особенности, которые требуют специфических навыков.
Заключение
Сварка нержавейки в среде аргона – лучший способ соединений данного сплава, независимо от его габаритов. Сварку труб лучше всего выполнять в режиме TIG, хотя использование полуавтомата предоставляет исполнителю больше свободы в действиях.
Сварщик 6-го разряда Свистунов Александр Владимирович. Опыт работы – 17 лет: «Я работаю на металлургическом заводе. С нержавейкой сталкиваюсь 2 раза в году – во время капитального ремонта теплоэнергетического оборудования: котлов и подводящих кессонов. Для сваривания пользуемся только аргонодуговой сваркой. Как показал опыт – это самый надежный способ. Сейчас это прописано везде, включая техническую документацию и план организации работ».
 (1 оценок, среднее: 5,00 из 5)
(1 оценок, среднее: 5,00 из 5)




