Ручная дуговая сварка (РДС) не сдаёт позиций. Производительность, глубина проплава ниже, стабильность процесса хромает. Но вытеснить плавящийся электрод в обмазке пока не под силу. РДС любезно предлагает место прогрессивным технологиям, которые облегчают труд и ускорят сварочные работы, оставаясь на плаву.
РДС сварка – это
 Ручная дуговая сварка применяется при монтажно-сборочных работах, где современные методы не применяются. Способ применяется с 1888 г. Сущность способа заключается в инициировании возбуждения электродуги между полярными источниками, один из которых электрод, другой – деталь.
Ручная дуговая сварка применяется при монтажно-сборочных работах, где современные методы не применяются. Способ применяется с 1888 г. Сущность способа заключается в инициировании возбуждения электродуги между полярными источниками, один из которых электрод, другой – деталь.
Электродержатель (катод) передаёт заряд сердечнику электрода. Кратковременный контакт с заготовкой (анод) возбуждает дугу, единственный источник тепла для плавления. Локализация нагрева в зоне горения дуги приводит поверхность металла изделия в жидкое состояние.
Сварочная ванна в основании столба дуги заполняется расплавом металла изделия и каплями наплавленного металла стержня электрода. Равномерность смешения 2 субстанций образует однородный сплав.
Жидкий шлак из материала обмазки укрывает ванну и препятствует процессам окисления. Застывшая стекловидная масса шлака удаляется механически после каждого прохода. Иначе цельность шва с равномерным проваром нарушится.
Процессом на всём протяжении управляет электросварщик. Поддержание величины дуги, плавность движения вдоль границы наложения шва, чтобы не случилось непровара и подрезов, выполняются на глазок: контроль доступен только визуальный.
Уровень профессионализма исполнителя определяет качество соединения. Квалифицированный сварщик рдс, что это: уверенная герметизация соединений элементов сосудов под давлением, изготовление грузозахватных приспособлений. Он владеет техникой управления аппаратами постоянного и переменного тока, варит плавящимся и неплавящимся электродом.

Виды плавящихся электродов
Существуют многоместные электрододержатели: 2 и более электродов, вовлечённые в заполнение глубокой разделки, объёмного катета шва ускоряют процесс. И сами стержневые электроды различаются по химсоставу для идентичности соединения с материалом, защитными компонентами обмазки.
Видовой состав электродов по применению:
- У – низколегированные стали с сопротивлением на разрыв 600 МПа,
- Т – теплоустойчивые стали,
- Н – наплавные электроды,
- А – Пластичные металлы.
Ограничения по пространственному наложению шва связаны с текучестью расплава стержня. Регламентация по применению вертикальных, потолочных одно и двухсторонних швов, сварке под углом содержит ГОСТ 5264-80, за соединения сварные под острыми и тупыми углами отвечает ГОСТ 11534 75. Дополнительная цифровая индексация на маркировке указывает на сферу применения плавящихся электродов:
- 1 – без ограничений положения,
- 2 – кроме вертикального сверху вниз,
- 3 – исключаются потолочные швы,
- 4 – только горизонтальные.
Справочники пестрят рекомендациями по использованию электродов с определённым спектром сплавов, близких по составу с плавящимся стержнем. Комплекс легирующих элементов расплава соединительного шва в этом случае создаёт практически монолитное соединение.
Пример соответствия типа электрода для легированных конструкционных, высоколегированных и теплостойких сталей:
- Ст. 14Х2ГМСШ, 14ХМНДФР – электрод АНП2, Э70,
- Ст. 12Х2НВФА, 30ХГСА – НИАТ 3М,
- 30ХГ2С – УОНИ-13/85,
- 15Х1М1Ф, 12ХМФ – ОЗС-11,
- 15Х1М1ФЛ, 20ХМФЛ – ТМЛЗУ,
- 12Х1МФ – ЦЛ45.
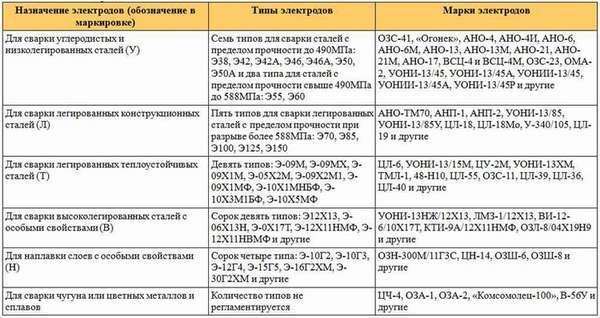
Обобщённая таблица назначения по области применения, типов и марок электродов плавящихся
покрытия
Толщина покрытия не универсальная величина. Относительно диаметра стержня выделяются стандартные соотношения:
- М – 20%,
- С – 40%,
- Д – 80%,
- Г – более 80%.
Составы обмазок по свойствам преимущественно смешанные, с учётом многокомпонентности сплавов. Основы и назначение типов:
- А – Mg, Ti, Si, FeO3. Пористость шва исключается, но возможно горячее растрескивание верхней части шва. Пример – Э-08Х19Н10Г2Б, применяются для высоколегированных сплавов,
- Ц – 50% наполнителя органика, преимущественно целлюлоза, мука, шпат. Расплав соответствует полуспокойным и спокойным сталям с высоким показателем наличия водорода. Электроды Э50, Э46 хороши для вертикальных швов,
- Р – минерализация рутилом (TiO2) до 50%, органикой. Горячее растрескивание исключено. Ударная вязкость высокая. Требуется прокалка для удаления влаги. Пространственное положение шва без ограничений,
- Б – CaCO3, KF, минералы. Активное шлакообразование, неподверженность сероводородному растрескиванию. Доминируют при сварке трубопроводов,
- П – РЦ, АБ, другие – двойные виды, классифицируются отдельно.
 Броневые отливки для танков в период ВОВ сваривали прутками, обмазанными гашеной известью.
Броневые отливки для танков в период ВОВ сваривали прутками, обмазанными гашеной известью.
РДС сварка цветных металлов
Дуговую сварку алюминия осложняет тугоплавкая оксидная плёнка на поверхности металла, подлежащая удалению выщелачиванием.Хлориды и фториды щелочных металлов, входящие в состав обмазки, нейтрализуют плёнку. Детали толщиной менее 4,5 мм для дуговой сварки не рекомендованы.
Ток увеличивается до 1,5 раз. Применяется предварительный подогрев деталей и теплоотводящие прокладки при сварке, чтобы минимизировать растекание. Бич сварщика кристаллизационное растрескивание и постсварочная деформация. Заполнение разделки непрерывно, до полного выгорания электрода.
Электроды ориентированы на чистый металл без примесей, технические сплавы:
- Рафинированный алюминий марки АО-А3 – электрод ОЗА1, ОЗАНА-1.Тщательная подготовка кромок. Доступны горизонтальное и вертикальное ведение шва. Ток переменный, полярность обратная,
- Кремнистые сплавы (силумины) – ОЗА2, ОЗАНА-2. Покрытие гигроскопично, наполнено фтористыми, хлористыми солями,
- Наплавка деформируемых сплавов – УАНА.

Оправдывают высокую стоимость щёлочно-солевые электроды ESAB марок ОК Almn1 для сборки конструкции из чистого металла. Качественный шов, лёгкое отделение корки шлаков.
Для сплавов с магнием и марганцем, дюралюминия – Alsi12. UTR 48 c содержанием кремния до 12%, дающий ровный чешуйчатый шов.
По грубы прикидкам силу тока соотносят с толщиной основного металла. На 1 мм берут 20 – 30 А, не выходя за рамки 200 А.
 Важно! повторная просушка снижает качество соединения.
Важно! повторная просушка снижает качество соединения.
Для РДС сварки меди и сплавов выбор плавящихся электродов широк: Комсомолец 100, АНЦ/ОЗМ2, (ОЗМ3, ОЗМ4).
Режимы
У новичка возникает вопрос: каким электродом варить металл 2 мм? Максимум троечкой, оптимально – не превышать толщину металла. Стержень тоньше Ø 1,6 мм не найдём, остаётся заняться регулировками сварочного тока до оптимума.
Важно! сушка и прокаливание стальных электродов обязательны.
Режим сварки – совокупность суммы параметров:
- Сила тока и напряжение дуги,
- Диаметр и скорость перемещения электрода,
- Полярность, род тока,
- Положение шва в пространстве.
Практика показывает, что целесообразно использовать максимально допустимый ток, а скорость определяет поперечное сечение шва. Поджиг дуги осуществляется 2 способами: кратковременным касанием с отрывом (впритык) либо продольным движением по заготовке (спичкой).
Вертикальные и потолочные швы проходят с коррекцией тока в сторону уменьшения до 20%, напряжение – до 30 В, диаметр электрода не превышает 4 мм. При стандартных условиях глубина провара достигает 1 – 2 мм.
Поддержание дуги на расстоянии 0,5 – 1 диаметра до воронки кратера обеспечивается равномерностью подачи расходного плавкого элемента. Увеличение длины дуги увеличивает поступление воздуха в расплав, снижает качество. Возрастают угар металла и разбрызгивание.
Прерывание дуги чревато образованием кратера, где скапливается шлак, возможно образование трещин. Заварку кратера проводят до заполнения. Причиной образования кратера не может стать завершение шва – это брак.
Протяженные швы выполняются отдельными участками. На толстом металле, где нет угрозы коробления, длина прохода 200 – 300 мм. На тонколистовом – короткими в шахматном порядке.

Оборудование
Сварочные аппараты постоянного и переменного тока – источники подачи энергии. Агрегаты переменного тока устроены проще, дешевы компактны, просты в обслуживании, потребляют меньше энергии.
Оборудование на постоянном токе обеспечивает устойчивость дуги, процесс упрощается, не требует высокой квалификации сварщика. Доступны механизация и автоматизация.
 (Пока оценок нет)
(Пока оценок нет)




