Электрод – это стержень, выполненный из электропроводного металла. Устройство подводит электрический тока для создания сварного шва. Широкое разнообразие осложняет создание классификации. Разработана система электроды ГОСТ, по которой осуществляется выбор изделия.
Классификация

По ГОСТ 9466-75 электроды покрытые металлические для проведения ручной дуговой сварки разделяют по назначению:
- Сварка низколегированных и углеродистых сталей конструкционного типа – У. Временное сопротивление разрыву не превышает 60 кгс/ммI.
- Обработка конструкционной легированной стали – Л. Сопротивление разрыву более 600 МПа.
- Воздействие на теплоустойчивые стали, дополненные легированными элементами – Т.
- Сварка высоколегированных сталей со специальными свойствами – В.
- Наплавка поверхностных покрытий с измененными свойствами – Н.
Размеры
Электроды изготавливаются по номинальным диаметральным размерам. При оптовом заказе некоторые производители могут изготовить изделия с индивидуальными размерами. Иногда покрытие с края не очищаются, но оба конца должны оставаться контактными. В общей партии не более 10% электродов с отклонением длины в 4 мм.
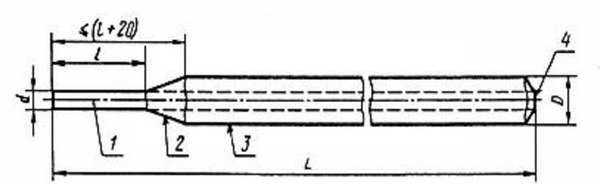 Электрод выполнен из нескольких конструктивных элементов: 1 – стержень, 2 – переходная зона, 3 – покрытие, 4 – торец контакта.
Электрод выполнен из нескольких конструктивных элементов: 1 – стержень, 2 – переходная зона, 3 – покрытие, 4 – торец контакта.
 Место очистки имеет конусную, округлую либо комбинированную форму. Наклон конуса ничем не регламентируется, поскольку это не влияет на эксплуатацию.
Место очистки имеет конусную, округлую либо комбинированную форму. Наклон конуса ничем не регламентируется, поскольку это не влияет на эксплуатацию.
На контакты наносят ионизирующие элементы, что облегчает появление сварочной дуги. Маркировка изделия: электроды э46 ГОСТ 9466-75 диаметром 4 мм.
Технические требования
Изготавливаются металлические плавящиеся электроды по ГОСТ 9466-75, но с изменениями. Основной элемент выполняется из специальной проволоки. Покрытие получается прочным, без пор, вздутий, а также трещин. Наличие незначительных неровностей является нормой, глубокие вмятины и протяжные задиры относятся к браку. По длине повреждения не превышают 3-х кратный диаметральный размер. Нормальная глубина вмятин – до 50% от общей толщины покрытий, их может быть до 4-х штук с суммарной длиной максимум 25 мм на изделии.
Правила приемки

Приемосдаточная проверка по требованиям действующего стандарта проводится в обязательном порядке. Проверяющий анализирует состояние электродов на соответствие техническим характеристикам, проверяет внешний вид, отсутствие влаги в упаковке.
Все изделия из партии изготавливаются по единому техпроцессу, на одинаковых станках , с применением проволоки одной марки.
С 1 тонны партии выбирают 0,5% электродов из различных паковочных мест. Если исследование покажет неудовлетворительный результат, то его повторяют, но с двойным числом изделий. Результат второго анализа заключительный и распространяется на весь объем партии. В случае брака действовать нужно незамедлительно, обратившись к поставщику.
Наличие влаги, отклонения по размеру и количеству пор устраняются прокаливанием с последующей диагностикой на соответствие сварно-технологических качеств.
Методы испытаний
Линейные размеры исследуют с погрешностью равной 1 мм. Глубина вмятин и длину оголенной части стержня измеряют с погрешностью в 10 раз меньше, то есть с 0,1 мм. Для определения толщины замеры проводят на трех участках изделия, между которыми выдерживается расстояние 5-10 см. Для замера этого значения используют микрометр, а также магнитные приспособления высокой точности.
Сварочно-технологические показатели проверяют путем создания тавровых изделий. На изделиях двустороннего типа проверяется вероятность появления трещин в шве. Качество сварного шва на предмет наличия трещин проверяют с использованием увеличительной 5-кратной лупы.
Упаковка, маркировка, транспортирование и хранение
 Для определения разновидностей и особенностей следует проанализировать маркировку. На упаковке присутствует информация о 9 главных показателях электродов для сварки по ГОСТ:
Для определения разновидностей и особенностей следует проанализировать маркировку. На упаковке присутствует информация о 9 главных показателях электродов для сварки по ГОСТ:
- Тип. Обозначение начинается со значения «Э», что обозначает электрод, после чего следуют цифры, которые показывают допустимую силу растяжения, далее указан индекс А, описывающий устойчивость шва к ударным напряжениям.
- Марка. Параметр регулируется политикой компании-производителя.
- Диаметр. Показатель толщины внутренней зоны электрода входит в диапазон 1,6 – 12 мм. Для использования в бытовых условиях применяются устройства с толщиной не больше 5 миллиметров. Электроды диаметром не более 2 мм распространены на предприятиях, занимающихся производством малогабаритных устройств.
- Назначение. По этому параметру изделия обозначаются буквенными значениями – У, Л, Т, В, Н.
- Толщина. Параметр характеризуется отношением внутренней части стержня к размеру покрытия.
- Свойства шва. Характеристика указывает на процентное содержание химических элементов сплава и рабочую температуру шва. Подробную расшифровку можно увидеть в специальных таблицах.
- Род сварочного тока и метод подключения.
- Разновидность электронного покрытия.
- Маркировка расположения.
Выделяют несколько разновидностей электродов. Правильная расшифровка маркировки позволяет выбрать наиболее целесообразное изделие для реализации конкретной задачи. Изделия упаковывают в пачки или коробки:
- герметичные пластиковые пеналы,
- упаковки в оберточной бумаге, помещенные в емкости из металла,
- коробки с минимальной толщиной картона 0,7 мм, обернутые в полиэтилен,
- картонные коробки с толщиной более 0,8 мм,
- пачки с герметичной оболочкой и оберточной бумагой,
- упаковки, изготовленные из двухслойной специальной бумаги или влагопрочного аналога.
 Заместитель ген.директора ООО «НПО Спецэлектрод» Быстров В. И.: «Условия перевозки и хранения оказывают огромное влияние на качество электродов. Поэтому перед отправкой проводится несколько полных проверок. Коробки укладывают в контейнеры среднетонажного типа, загрузка должна проводится в полную меру, а между ярусами монтируются полки. Каждый ярус в высоту не может превышать 60 см».
Заместитель ген.директора ООО «НПО Спецэлектрод» Быстров В. И.: «Условия перевозки и хранения оказывают огромное влияние на качество электродов. Поэтому перед отправкой проводится несколько полных проверок. Коробки укладывают в контейнеры среднетонажного типа, загрузка должна проводится в полную меру, а между ярусами монтируются полки. Каждый ярус в высоту не может превышать 60 см».
Каждая партия подкрепляется сертификатом качества. Хранятся электроды в помещениях с минимальной влажностью и температурой более 15 градусов.
Изменения и дополнения к ГОСТу
Проверка ГОСТа проводится каждые 5 лет, что открывает возможность для внесения изменений и поправок. В модернизированном стандарте указаны новые требования по маркировке, упаковке, проверке, перевозке и хранении.
Также читайте на нашем сайте статьи об электродах:
- Почему электроды прилипают при сварке?
- Как выбрать электрод?
- Электроды с рутиловым покрытием
 (Пока оценок нет)
(Пока оценок нет)




