Полипропиленовые (ПП) трубы с внутренним армирующим слоем и без оного вытеснили стойкостью к коррозии ржавеющую сталь в системах водоснабжения, отопления и канализации. Полимеры прочны, безопасны, экологичны. Сварка ПП труб и монтаж доступны самодеятельному сантехнику. Малый коэффициент линейного расширения упрощает задачу.
Трубы и арматура
 Сборка трубопровода холодным способом без нагрева, с применением фитингов и сварка пропиленовых труб своими руками для начинающих – посильное занятие для домашнего умельца. Стойкая к внутренним отложениям и налётам система прослужит 50 лет при устойчивости к заморозке жидкости.
Сборка трубопровода холодным способом без нагрева, с применением фитингов и сварка пропиленовых труб своими руками для начинающих – посильное занятие для домашнего умельца. Стойкая к внутренним отложениям и налётам система прослужит 50 лет при устойчивости к заморозке жидкости.
Синтетический полимер нулевой токсичности низкой массы и достаточно невысокой стоимости относится к классу полиолефинов. Трубная продукция выпускается в однослойном исполнении, тройном – армированная алюминием, стекловолокном в серединном слое стенки, двойном – с верхним покрытием.
Торговая сеть предлагает 3 типа трубного материала:
- РРН – гомополимер,
- РРВ – сополимер,
- РРRС – сополимер с этиленом статический.
 Важно! Сопрягаемые детали трубопровода приобретаются однотипные, одного производителя.
Важно! Сопрягаемые детали трубопровода приобретаются однотипные, одного производителя.

Цвета материала – чёрный, белый, серый, зелёный. Черный меньше реагирует на облучение ультрафиолетом. Назначение водовода диктует подбор сортамента. Выбирать по температурным и динамическим нагрузкам достаточно просто по символам маркировки:
- PN 10 (1 МПа) – подача воды в зданиях до 9 этажей (T0 – до +500 С, давление до 10 атм.), толщина стенки 9% проходного диаметра,
- PN 16 (1,6 МПа) – транспортировка горячей воды до +600 С, пригодность для прокладки тёплого пола, но не радиаторов,
- PN 20 (2,0 МПа) – горячее водоснабжение, системы отопления,
- PN 25 (2,5 МПа) – преимущественно монтаж контуров систем отопления (T0 – до +950 С), упрочнение сетчатым армированием, алюминиевой фольгой снижает линейное расширение трёхслойных труб.
Дополнительную информацию предоставляют продольные цветные линии по внешней стороне:
- зелёные, синие – ХВС,
- красные – ГВС,
- оранжевые – универсальные.
 Попытка сэкономить на эксплуатации заложенного запаса прочности по показателям температуры и давления приведёт к 2–3-кратному сокращению срока службы системы.
Попытка сэкономить на эксплуатации заложенного запаса прочности по показателям температуры и давления приведёт к 2–3-кратному сокращению срока службы системы.
Магистральные водоводы из полимера прокладываются по прямой. Изгибы и переходы осуществляются за счёт вспомогательных элементов. Фурнитура для соединения с металлическими элементами и запорной арматурой оснащается вплавленной латунной резьбой.
Соответствие внутреннего сечения фитингов и линейных элементов, толщины стенок – условие прочности и герметичности соединения при сварке пропиленовых труб своими руками.
Подготовка
Проведение расчёта количества материалов и затрат не по силам и не к кому обратиться? Закажем бесплатную калькуляцию в магазине. По подготовленной схеме объекта приложения сил работники рассчитают метраж с припуском на усадку, количество и вид фасонных изделий.
Подсказки о компенсаторах пусть не покажутся излишеством. Магистраль теплоснабжения, подачи горячей воды без них провиснет. Установленные на угловых сгибах, компенсаторы незаметны.
Важно! Уменьшение соединений делает водовод надёжнее.
Материалы, оснастка выдерживаются при плюсовой температуре 3–4 час. Место проведения работ прогревается до +5–100 С. При необходимости радиальных деформационных изгибов температуру повышают до 15–200 С.
Необходимые предварительные мероприятия до монтажа коммуникаций:
- Ревизия стыков на предмет удаления загрязнений, выявления повреждений.
- Штробление для скрытой проводки либо разметка открытой магистрали.
- Прокладка трассы с уклоном 0,5% для аварийного слива дренажным краном.
- Установка подвижных креплений компенсационного смещения с учётом терморасширения на прямых протяжённых участках.
- Жёсткие фиксаторы колен угловых переходов.
Инструментарий
Инструмент и расходные материалы приобретаются по выбранному способу сборки ПП трубопровода:
- Термическая полифузия – разогрев и соединение без перекоса с целью вызова встречной диффузии.
- Обжимной – компрессионная осадка фитингов рассчитана на 16 атм., инструмент – пресс-клещи, специальных знаний исполнителя не требует.
- Холодная сварка – склейка термоактивным составом.
Инструмент, который не подлежит замене – труборез. Перпендикулярность реза ножовкой, болгаркой не обеспечить. Прямоугольность раскроя без скосов упростит стыковку. Предпочтите его ножницам для пропилена.
Калибратор за секунды убирает бахрому заусенец с внутренней и внешней поверхности, оформляет фаски, оформляет прямоугольность торца. Дополнительная функция – устранение незначительных деформаций тонкостенных труб.
Важно! Труборезы рассчитаны на 2–3 диаметра.
Аппарат мечевидный
 Пользователи его называют утюжком, паяльником. Термоинструмент подключается к бытовой электросети. Элемент разогрева скрыт под кожухом из металла. Тепло ТЭНа передаётся рабочей плите, на которую устанавливаются насадки в соответствии с внешним диаметром трубы, дорны под фасонину.
Пользователи его называют утюжком, паяльником. Термоинструмент подключается к бытовой электросети. Элемент разогрева скрыт под кожухом из металла. Тепло ТЭНа передаётся рабочей плите, на которую устанавливаются насадки в соответствии с внешним диаметром трубы, дорны под фасонину.
Терморегулятору мощностью 05–1 кВт задаётся потребная температура 260–2700 С. Разогрев приводит торцы в вязкое состояние. Устаревшие приборы без регулятора сориентированы на температуру 3000 С.
В комплект входит 2–6 колодочных насадок с тефлоновым покрытием против залипания пропилена в приспособлении. Размерность ограничена: максимум Ø 50 внутри. Дорны для муфт прогреваются изнутри и по торцу. Трубные насадки – по торцу и снаружи.
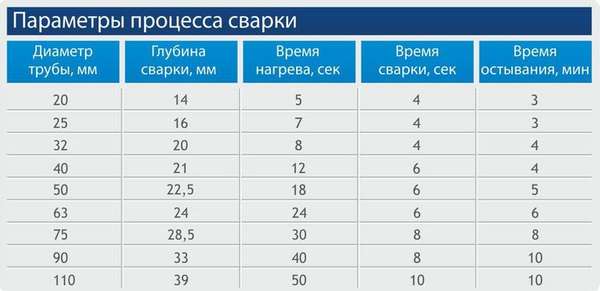
Время выдержки завязано с толщиной стенки, особенностями пропилена. Таблица с расчётными данными клеится внутри кейса.
Цилиндрический агрегат
 Установка отличается возможностью оперативного перехода на другой диаметр без ожидания остывания нагревателя. Шестигранным ключом ослабляется зажим насадки, ключ как крючок снимает насадку. Комплектуется оснасткой под Ø 16–50 мм.
Установка отличается возможностью оперативного перехода на другой диаметр без ожидания остывания нагревателя. Шестигранным ключом ослабляется зажим насадки, ключ как крючок снимает насадку. Комплектуется оснасткой под Ø 16–50 мм.
Оценка аппаратов
Мощность, функционал совпадают полностью. Для начинающего сварщика рекомендуем мечевидную установку:
- устойчива благодаря большей площади опоры,
- в комплект входит струбцина – опрокидывание исключается.
Также читайте на нашем сайте статью о выборе аппарата для сварки полипропиленовых труб
В любом случае до начала монтажа, чтобы не испортить деловой материал и не получить бракованное соединение, следует потратить время на тренировку с обрезками, испортить несколько запасных соединителей. Уточнятся параметры прогрева паяльной станцией пропилена.
 Для выполнения разовых работ разумно взять в аренду комплект потребного инструмента.
Для выполнения разовых работ разумно взять в аренду комплект потребного инструмента.
Таблица затрат времени на выполнение операций по выполнению неразъёмных соединений
Инструкция
Часть подготовительных работ проведена. Проверим соответствие материала и холодных насадок: муфты и трубы садятся плотно на дорн и в гильзу. Иначе нагрев будет неравномерным, время придётся увеличить. Наново протираем салфеткой концы с торцами уайт-спиритом, чтобы очистить обезжирить контактные участки.
Пылинка или ворсинка, сохранившиеся на торце, способны привести к течи даже без гидроудара.
Верхнее армирование алюминием двухслойных труб удаляется на глубину погружения в гильзу шейвером. Для обычных труб пригодится примитивный кондуктор, по которому контрастным маркером отмечают глубину посадки.
Трубам с центральным армированием алюминием потребуются либо скребок для удаления металла на глубину 1 мм, либо специальные насадки, с углублением для затекания пропилена и блокирования разделительного слоя.
Нагреву паяльником подлежит исключительно полипропиленовая основа.
Насадки установлены на станок, подошва аппарата для сварки пропиленовых труб зажата струбциной к удобной по высоте опоре. Индикатор сигнализирует, что рабочая температура достигнута. Воспользуйтесь справочными данными таблицы выше.
Важно! Вентиляция места работ против химических выделений при термообработке – безопасность исполнителя.
Очерёдность прогрева: первым насаживаем на дорн фитинг (учитываем толстостенность), затем трубу. Посадка на место ведётся с незначительным усилием. С увеличением диаметра сопротивление растёт. Ведётся контроль глубины посадки по штриху.
Отсчёт времени ведётся с момента полной посадки. Старый станок, изношенность насадок, падение напряжения сети, особенности материала потребуют внести коррективы в сторону увеличения выдержки. Для выяснения этого и тренировались с обрезками.
Детализация
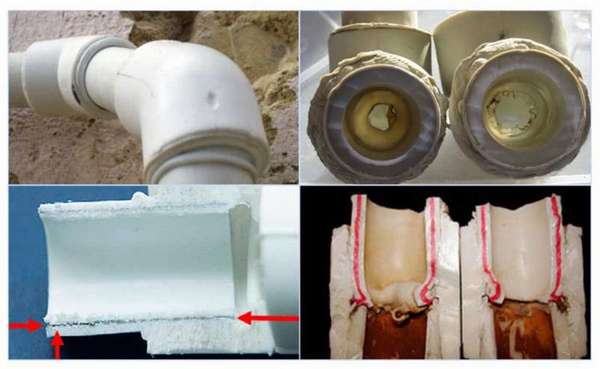
 Необходимо добиться диффузии на полную глубину посадки, чтобы детали трубопровода стали неразделимым монолитом, как показано на фото выше. Внутрь не заглянуть, но недогрев приведёт к тому, что подача давления разорвёт соединение.
Необходимо добиться диффузии на полную глубину посадки, чтобы детали трубопровода стали неразделимым монолитом, как показано на фото выше. Внутрь не заглянуть, но недогрев приведёт к тому, что подача давления разорвёт соединение.
Избыток температуры нагрева, передержка не лучше:
- Утрачивается пластичность, динамические нагрузки разрушат хрупкий стык.
- Термотекучесть приведёт к возникновению бурта внутри, уменьшит просвет и пропускную способность.
Сварка пропиленовых труб для начинающих преподнесёт особые сложности при обращении с тонкостенной неармированной трубой для холодного водоснабжения PN 10:
- Кратковременность термоконтакта.
- Лимит времени на соединение, чтобы сопрягаемые детали не остыли.
- Ограниченность усилия контакта при соединении, чтобы не заузить проход.
- Соблюдение соосности при отсутствии жёсткости.
Запорная арматура: краны, вентили приводятся в положение «открыто». В противном случае перегретые воздух и пар при расширении частично стянут фитинг с насадки, глубина термовоздействия уменьшится.

По завершении термообработки фитинг с трубой снимаются одновременно. Совмещение в глубину до штриховой отметины производится с одновременной коррекцией соосности.
Удержание узла в нужном положении до потери пластичности вследствие остывания 0,5 мин. Полное остужение и полимеризация спайки займёт 2–3 мин. Искусственно ускорять охлаждение нельзя. Гидравлические испытания проводятся с отсрочкой на 1 час.
Сварка пластиковых труб большого диаметра ведётся встык. Если не удалось арендовать профессиональный сварочный аппарат с торцевателем, подготовленные торцы греются на мечевидном нагревателе. Технология проста:
- нагрев с прижатием торцов труб к нагревателю,
- удаление нагревателя,
- стыковка под давлением,
- центровка,
- удержание до охлаждения
Пайка в труднодоступных местах не всегда рациональна. Без подключения помощника удерживать утюжок и сращивать без смещения магистраль затруднительно. Имеет смысл в таких местах собирать отдельные блоки и сочленять резьбовыми соединениями.
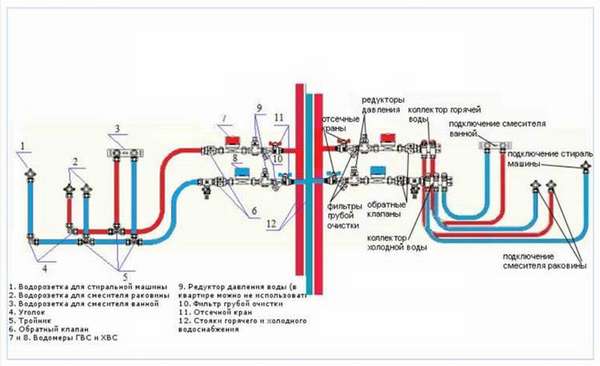
Разводка систем водоподачи и отопления
Технические требования и свобода финансовых вложений позволяют игнорировать стандарт классической схемы. Централизованное и автономное водоснабжение строятся по коллекторному типу.
Система при любом решении схемы разводки подразумевает последовательное включение элементов обслуживания: батарея фильтров, редуктор, прибор учёта, обратный клапан, коллектор распределения, точки потребления.
Для автономных схем с внешней подачей только холодной воды, котельно-бойлерной системой, обязательно наличие обводных линий. И обязательное обеспечение приборов расхода или отопления отсекающими устройствами.
Предупреждение типичных ошибок монтажа и соединения
Доступность и простота сборки при скоротечности приводят к досадным промахам в работе с полимерами. Причиной неполного соединения и расслоения шва становятся:
- Недостаточная очистка, обезжиривание и осушение деталей, оснастки (появление недеффузирующих островов отторжения, неконтактных зон).
- Остатки фрагментов армирующего слоя.
- Неполная, посадка при нагреве – ослабленная пайка с ограничением площади контакта,
- Задержка соединения – потеря оптимальной температуры.
- Проворачивание относительно оси при нечёткой ориентации тройников с разрушением связи пограничного слоя.
Ошибки позиционирования:
- Нагревание деталей со смещением относительно оси.
- Превышение лимита времени коррекции соосности с момента контакта.
- Силовое выравнивание.
Нарушение термического режима и правил монтажа:
- Разнородность материала (неравномерный прогрев из-за различий химсостава).
- Внутренняя деформационная текучесть, сужение просвета, хрупкость из-за перегрева (фото 2, 4).
- Неполное погружение трубы в раструб фитинга (метка и буртик не коснулись края фитинга) – внутри площадь контакта и прочность соединения снижены, снаружи до буртика остаётся ослабленный участок.
- Разряжение опор на горизонтальных участках более 1,5 м провисание труб.
Типичные ошибки, вроде поврежденной паяльником трубы или лишнего отверстия на месте соединения, можно устранить при помощи ремонтного комплекта, который легко приобрести отдельно в соответствующих магазинах.
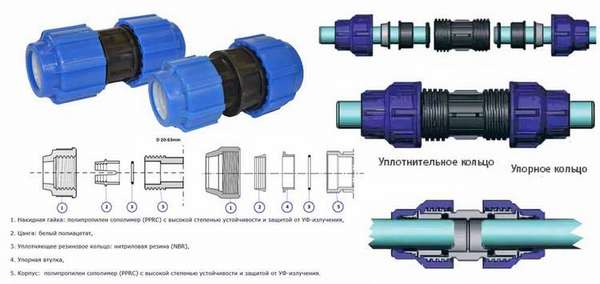
Сборка на компрессионных фитингах
Мастеру из инструмента потребуется труборез, приспособление для снятия фасок обжимной ключ. Фиксирующие элементы – зажимные уплотнительные кольца, выполняющие роль компенсаторов при ударных гидроимпульсах.
Требование приобретать материалы одного производителя остаётся в силе. Для удобства описания методики сборки, комплектные единицы окрашены контрастно. Подкупает простота монтажа. Ошибки возможны в раскрое и недостаточном усилии фиксации.
Последовательность операций:
- нарезка заготовок в размер, удаление заусенец, снятие фасок,
- установка гайки накидной,
- силиконовая смазка облегчит сборку,
- цанговое кольцо обжимное утолщением к узлу сборки (вариант – неразрезным концом),
- уплотнитель,
- втулку упорную,
- труба до упора досылается в корпус, поджимается цангой,
- предварительная фиксация гайкой накидной вручную, затяжка ключом.
Холодный клеящий состав
Клеевое соединение труб на основе полиэфирных, эпоксидных смол пригодно на магистрали ХВС. Специальные рекомендации имеет клей LN-915, жидкие гвозди на основе синтетической резины. Гарантия на шов 20 лет. Последовательность действий:
- Обработка торцов в угол 900.
- Обезжиривание и зачистка сопрягаемых поверхностей грубой наждачной бумагой для создания рисок.
- Разметка глубины посадки труб.
- На торец требы и боковую поверхность нанести клей, вставить в фитинг, оставить отпечаток.
- Выдержать паузу 3–5 мин., соединить окончательно.
- Через 0,3–0,5 час детали станут неразъёмными, полная полимеризация займёт 24 часа.
 (Пока оценок нет)
(Пока оценок нет)




