Графитовые электроды люди применяют уже более ста двадцати пяти лет. Работать с ними начинал еще изобретатель электросварки Николай Бернадос. В наши дни большая часть сварочных работ выполняется металлическими электродами – стержневыми и проволочными. Графитовые сохраняются для специальных видов сварки.
Достоинства и недостатки
 Графитовые электроды обладают следующими достоинствами:
Графитовые электроды обладают следующими достоинствами:
- простота изготовления и низкая себестоимость,
- способность проводить большой ток, не разрушаясь,
- высокая проводимость, малые потери тока,
- не окисляются даже при высоких температурах,
- простота применения, не требуется дорогостоящее оборудование,
- работает прямой и обратной полярностью,
- незаменим для ряда технологий сварки
Присущ электродам, сделанным из графита, и ряд недостатков.
- узкий диапазон применимости,
- непригодность для массовых сварочных операций,
- повышает процентную долю углерода в материале шва и в основной детали,
- невозможность сформировать стержень тоньше 6 миллиметров.
В специальных технологиях дуговой сварки преимущества значительно перевешивают недостатки, в таких случаях графитовые изделия незаменимы, для чего и нужны в современной сварке.
Физико-химический состав
Основной компонент графитного сварочного электрода- это кристаллический углерод. Стержень состоит из двух половин, правой и левой. Межу ними проложен диэлектрический слой, содержащий оксиды железа, креолитовых глин, меди, алюминиевого порошка и магния.
Основные слои выполнены либо из цельного коксующегося угля, либо из электродного прессованного графита. Графитовые сварочные материалы при нагреве свариваемых материалов повышают в них содержание углерода.
Отличия от угольного
 Прессованный графитовый электрод на практике проявляет себя как более эффективный и стабильный, чем угольный. Его проще отформовать до необходимой пространственной конфигурации, нанести медное покрытие.
Прессованный графитовый электрод на практике проявляет себя как более эффективный и стабильный, чем угольный. Его проще отформовать до необходимой пространственной конфигурации, нанести медное покрытие.
Угольные изделия более прочны, однако электропроводность их ниже от 2 до 4 раз. Это вызывает большие потери тока и может привести к перегреву. Поэтому угольные электроды используют при меньшей плотности тока. Для угольных следует использовать специальный держатель, в то время как графитовые можно вставлять в обычный держак MMA.
Технические характеристики
Основными физико-механическими характеристиками изделий служат:
- диаметр,
- удельный вес,
- зольность,
- удельное сопротивление,
- коэффициент линейного расширения при нагреве от 20 до 500оС,
- предел прочности на изгиб,
- модуль упругости.
Кроме того, нормируются максимальный рабочий ток, размеры формируемой канавки и некоторые другие.
Стандарты производства
Требования к технологии производства и качеству сформулированы в ГОСТ 4426-62. В нем описан химический состав изделия, способы изготовления, их конструкция и следующие типовые формы сечения:
- квадратная,
- круглая,
- овальная,
- прямоугольная.
Регламентирован также ряд диметров: от 60 до 550 мм и длин от 1 до 1,7 м.
На стержне следует нарезать резьбу для крепления ниппельного окончания.
Резьба может выполняться со следующим профилем:
- конус,
- цилиндр,
- трапеция.
В стандарте описаны способы и методики контроля качества производителем, приемки и отгрузки продукции
Процесс производства
В качестве сырья для производства используют как природный уголь, добываемый из месторождений, так и искусственно полученный графит. Связующим веществом служат различные смолы. Производство разбивается на следующие технологические стадии:
- экструзия стрежневидных заготовок при большой температуре и давлении,
- окончательная формовка и охлаждение,
- нарезка резьбы,
- омеднение.
 Для выпуска изделий определенного назначения в материал добавляют небольшие количества металлических присадок.
Для выпуска изделий определенного назначения в материал добавляют небольшие количества металлических присадок.
C медным покрытием
Графитовые омедненные электроды используются для сварки заготовок из медных сплавов. Они выпускаются в следующих версиях:
- круглый, с диаметром от 3 до 19 мм,
- плоский, с прямоугольным или квадратным сечением, шириной от 8 до 25 мм,
- полукруглый, широко применяемый тип, с одной стороны плоский, с другой полукруг, ширина от 10 до 19 мм,
- полый, выпускается для специальных применений выполнения канавок на изделиях, диаметр от 5 до 13 мм.
Широкий диапазон форм и размеров выпускаемых изделий позволяет подобрать для каждого приложения наиболее подходящий по своим параметрам и возможностям.
Популярные марки
Среди электродов отечественного производства наиболее популярными являются следующие:
- ЭГ графитированный, производится из нефтяного кокса с добавлением каменноугольного пека. Выдерживает плотность рабочего тока до 25 А/см2. Комплектуется ниппелями, применяется в электропечах для плавки руды и для сварки металлов в различных сочетаниях, например, сварка нихром-медь.
- ЭГС вместо нефтяного коса используется игольчатый. Такие изделия используют в электропечах на сталелитейных заводах и установках рафинирования металлов.
- ЭГП дополнительно пропитываются пеком. Применяется в установках электродуговой резки, в литейных производствах.
- ЭГСП изделия на базе игольчатого кокса, с усиленной пропитки пеком. Используются для того, чтобы сваривать цветные металлы, а также в плавильных печах различного назначения.
Обозначение и маркировка
Обозначение изделия указывает на его тип, способ производства и назначение. Маркировка включает в себя первые буквы обозначений:
- П – с пропиткой пеком,
- С – специального назначения,
- Г – графитированный,
- Э – электрод.
Так, например, ЭГСП-1 означает: «графитированные электроды, специального назначения, пропитаны пеком».
 Импортные производители, например, из Китая, используют собственные системы марок.
Импортные производители, например, из Китая, используют собственные системы марок.
Выбор
Во время выбора электрода для сварных или разделочных работ следует учитывать мощность сварочного аппарата. Его предельный рабочий ток должен соответствовать диаметру выбранного изделия.
Следующий фактор, влияющий на выбор состав. Добавки должны соответствовать материалу заготовки.
Для сварочных операций рекомендуется выбирать по возможности меньший по диаметру электрод.
Следует также обратить внимание на наличие ниппеля.
Основные режимы и нюансы сваривания
Наиболее важной характеристикой служит плотность рабочего тока.
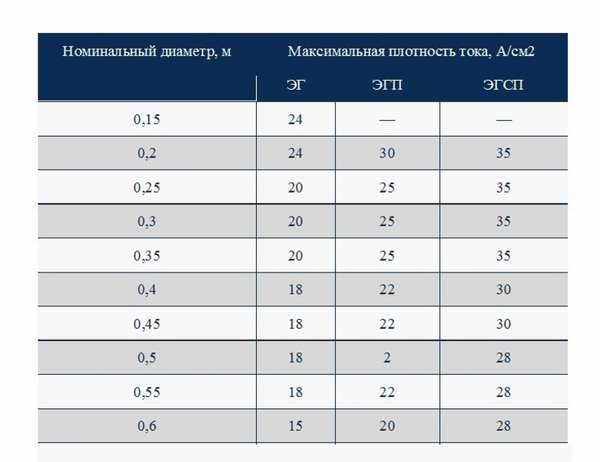 Зависимость предельной плотности тока от диаметра и марки.
Зависимость предельной плотности тока от диаметра и марки.
Превышение этого ключевого параметра приводит к перегреву изделия и к выходу его из строя, вместе с оборудованием.
Регулировка силы тока
В ходе электродуговой сварки проводов силу тока устанавливают в диапазоне 30-120А, исходя из толщины заготовок, их числа и диаметра электрода. Зависит сила тока также и от химического состава конкретных свариваемых образцов, температуры воздуха и ряда других условий.
Рекомендованные значения для типовых соединений медных проводов следующие:
- две жилы сечением по 1,5 мм2: 70 А
- три жилы по 1,5 мм2: 80-90А,
- три жилы по 2,5 мм2: 80-100А,
- четыре жилы по 2,5мм2: 100-120А.
Вначале лучше провести пробную сварку образца, по ее результатам уточнить значение тока.
Сварка алюминиевых проводов
Для сварки можно применять инвертор достаточной мощности, а можно собрать аппарат самостоятельно. Устройство для сварки алюминиевых проводом отличается чрезвычайной простотой конструкции, его может собрать своими руками домашний мастер, обладающий некоторыми знаниями в области электротехники.
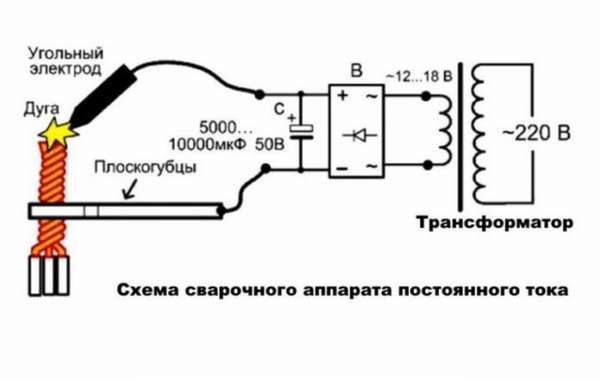 Схема устройства для сварки проводов.
Схема устройства для сварки проводов.
Для сборки потребуются:
- понижающий трансформатор с 220 на 12-10 вольт,
- диодный мост достаточной мощности,
- электролитический конденсатор большой емкости,
- пассатижи для массового зажима,
- электродный держатель,
- сварочные провода сечением от 10 мм2.

питаться такой агрегат может от электросети или от генератора. Питание от 24- вольтового аккумулятора вызывает неудобства: весит он много, а разряжается быстро.
Провод ниже скрутки охватывается пассатижами, а к концу скрутки подносят графитовый стержень. Разжигается электродуга, и скрутка быстро разогревается, позволяя сварить кончики проводов.
При работе таким аппаратом очень важно не передержать электрод до такой степени, чтобы провода начали оплавляться и стекать. Такой навык приходит с опытом. Опытные сварщики сваривают провода и с помощью переменного тока.
Как правильно сделать и сварить скрутку?
Операция разбивается на несколько этапов:
- зачистка изоляции и лака с проводов,
- скручивание соединяемых концов вместе,
- подрезание скрутки с целью выровнять концы и обеспечить длину соединения в 50 мм,
- установка на скрутку медного зажима-теплоотвода, подключенного к массе,
- поднесение к концу скрутки графитового электрода, разжигание дуги на время в 1-2 секунды,
- формирование на конце скрутки оплавленного шарика металла,
- гашение дуги.
После того, как сваренное соединение остынет, его следует заизолировать изолентой или термоусадочным колпачком.
Требования техники безопасности к эксплуатации
Несмотря на то, что напряжение невысокое и время проведения операции невелико, необходимо строго соблюдать все правила техники безопасности:
- применять персональные защитные средства: маску сварщика, огнестойкая спецодежда, спилковые краги,
- удалить от зоны работ все огнеопасные и легковоспламеняющиеся материалы на расстояние от 5 метров,
- перед началом работ осмотреть оборудование на отсутствие механических повреждений и нарушения изоляции,
- обесточить свариваемые провода.
Выполнение этих несложных требований безопасности к хранению и эксплуатации графитированных электродов позволит сохранить здоровье и жизнь людей и материальные ценности.
Графитовые электроды используются для специальных приложений. Они применяются в металлургии, электролизе, сварке цветных металлов. При подборе электрода нужно учитывать состав и толщину свариваемых заготовок, климатические параметры и возможности сварочного аппарата.
 (Пока оценок нет)
(Пока оценок нет)




