Проволока из нержавеющей стали используется в качестве присадочного материала для сварки самых ответственных конструкций, работающих в условиях больших нагрузок, высоких и сверхнизких температур, в химически активных и радиационных средах. Стабильность ее физических свойств гарантируется соответствием условиям ГОСТ на проволоку нержавеющую, за номером 18143-72. Он регламентирует сортамент, технические требования и правила приемочных испытаний, способы перевозки, маркировки и хранения.
Сортамент
 Первый раздел стандарта описывает виды производимой проволоки сварочной нержавеющей. Выпускаются следующие виды, отличающиеся своими физико-механическими свойствами и коррозионной стойкостью:
Первый раздел стандарта описывает виды производимой проволоки сварочной нержавеющей. Выпускаются следующие виды, отличающиеся своими физико-механическими свойствами и коррозионной стойкостью:
- холоднотянутая,
- подвергнутая химической обработке
- оксидированная, покрытая цветами побежалости,
- светлая (без оксидной пленки).
По точности изготовления различают обычные изделия и повышенной точности.
В зависимости от степени пластичности продукции она делится на два класса: первый и второй.
Стандарт регламентирует диаметры продукции, задавая для каждого предельные отклонения в большую и меньшую стороны в зависимости от класса точности. Если заказчик потребовал сделать проволоку нестандартного диаметра, требования по отклонениям используются от ближайшего большего диаметра.
 Для моделей, проходящих термообработку, приемлем рост отрицательных отклонений на 0,01 – 0, 02 мм, исходя из толщины.
Для моделей, проходящих термообработку, приемлем рост отрицательных отклонений на 0,01 – 0, 02 мм, исходя из толщины.
Технические требования
Стандарт устанавливает марки сталей, применимых для изготовления тех или иных разновидностей проволоки. Все они содержат от 0,1 до 0,4 % углерода и от 10 до 18% хрома.
Сварочные материалы светлых сортов, используемая в качестве присадочного материала, содержат также до 12 % марганца и никеля Содержание марганца колеблется от 0 до 5%. Так, проволока 12х18н10т содержит 0, 12 % углерода, 18% хрома и 10% никеля.
Требования к качеству поверхности исключают появление на ней:
- трещин,
- расслоений,
- окалины,
- ряда других дефектов.
Параметры по сопротивлению разрыву и относительному удлинению сварочной проволоки, используемой для сварки нержавейки сведены в таблицу, с отдельными колонками для термообработанной и холоднокатаной продукции.
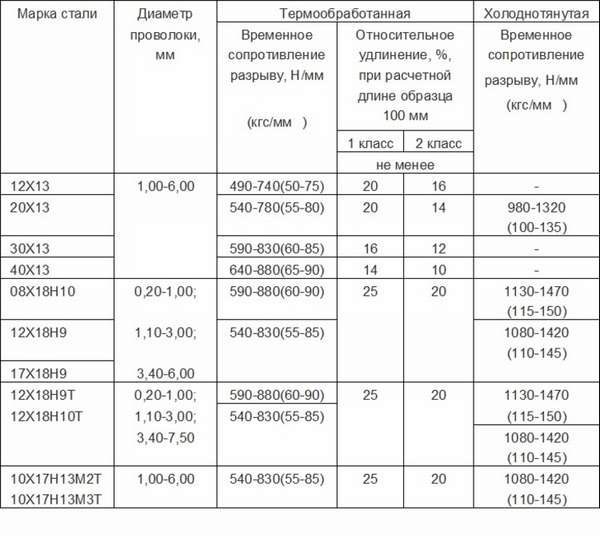 Физико-механические параметры в зависимости от марки.
Физико-механические параметры в зависимости от марки.
Для холоднокатаной продукции толщиной от 0, 8 мм устанавливаются требования по числу перегибов (4) и количества витков (5) при навивании пружины.
Обычная форма поставки продукции: в мотках. По желанию потребителя изделия малых диаметров поставляются на катушках. И в том, и в другом случает необходимо плотно и ровно наматывать изделие, не перепутывая витки друг с другом. Намотка должна позволять нержавеющей присадочной проволоке свободно разматываться по мере необходимости.
В мотке может содержаться только цельный кусок проволоки.
Правила приемки
Прием продукции осуществляется партиями, в составе которых должна быть продукция только одного типа и сортамента. По результатам оформляется акт, в котором приводятся следующие сведения:
- название предприятия и его товарный знак,
- маркировка продукции,
- номер партии,
- сводные итоги проводимых приемных тестов,
- количество мотков или катушек,
- общий вес продукции.
Диаметр и состояние поверхности проверяют у каждой единицы продукции. Физические свойства и коррозионную стойкость следует проверять у 5 процентов изделий.
Если выявлено несоответствие требованиям стандарта даже по единственному показателю, следует проводить расширенный контроль уже на 10% образцов, не участвовавших в первом этапе контроля. Если и в них обнаружатся несоответствия, партию придется проверить полностью.
Методы испытаний
 Методика испытаний проволоки нержавеющей марки 12х18н10т и других марок должна гарантировать достоверные итоги измерений, а охват партии измерениями статистически корректные результаты оценки качества по ограниченной выборке.
Методика испытаний проволоки нержавеющей марки 12х18н10т и других марок должна гарантировать достоверные итоги измерений, а охват партии измерениями статистически корректные результаты оценки качества по ограниченной выборке.
Геометрические параметры проверяют с помощью микрометров, соответствующих ГОСТ 6507 и ГОСТ 4381. Измерения проводят в двух находящихся под прямым углом направлениях, получая таким образом значения диаметра и овальности.
Образцы для тестирования берутся с наружного конца бухты. Геометрические параметры дефектов поверхности измеряют после зачистки до цельного металла.
Тестирование механических свойств, изгибный и пружинный тест проводят в соответствии со стандартами 10446, 10447, 1579.
Образцы для анализа коррозионной стойкости и химического состава тестируются в ходе производства, результаты заносятся в сертификат качества продукции. По желанию заказчика проводится дополнительный анализ состава перед отгрузкой.
Маркировка, упаковка, транспортирование и хранение
 Чтобы прошедшая термообработку и холоднотянутая проволока не теряла своих свойств при хранении и транспортировке, ее покрывают смазочными материалами, консервирующими изделие и предотвращающим слипание витков. Если заказчик потребует, продукция отгружается ему без обмазки.
Чтобы прошедшая термообработку и холоднотянутая проволока не теряла своих свойств при хранении и транспортировке, ее покрывают смазочными материалами, консервирующими изделие и предотвращающим слипание витков. Если заказчик потребует, продукция отгружается ему без обмазки.
Каждая бухта продукции должна перевязывается в трех местах, находящихся друг к другу под углом 120о, мягкой проволокой. Проволоку толщиной до 0,8 мм разрешено скреплять собственным концом.
К мотку крепится бумажная или пластмассовая бирка, на которой указаны:
- торговый знак название производителя,
- маркировка,
- уникальный номер плавки,
- штамп ОТК.
Каждый моток толщиной до полмиллиметра следует отдельно обернуть листом промасленной бумаги, упакованная таким образом продукция укладывается в ящик из дерева или металла, выложенный такой же бумагой.

Мотки проволоки толще 0,5 мм оборачивают бумагой и покрывают полимерной пленкой.
Стандартный вес одного грузового места составляет 1 тонну. По заказу потребителя он может быть уменьшен до 80 кг.
Перевозя проволоку крытыми транспортными средствами, железной дорогой, автомобилями, водным и воздушным транспортом. Специальных условий для крепления груза не предусматривается, он крепится так, чтобы исключалось его смещение во время движения.
Присадочная проволока для сварки аргоном нержавейки должна складироваться в помещениях с постоянной температурой и влажностью не выше 80%.
 Важно! Хранение проволоки на открытом воздухе недопустимо.
Важно! Хранение проволоки на открытом воздухе недопустимо.
Следует исключить образование конденсата как на упаковке, так и внутри нее. Это может привести к утрате присадочным материалом для сварки полуавтоматом своих физико-механических свойств.
 Также читайте на нашем сайте статьи о:
Также читайте на нашем сайте статьи о:
- Виды сварочной проволоки для полуавтомата
- Сварка полуавтоматом самозащитной порошковой проволокой
 (Пока оценок нет)
(Пока оценок нет)




