Во время сварки, особенно у малоопытных сварщиков, нередко случается неприятность-электрод прилипает к заготовке. Дуга при этом не разжигается, и работа останавливается. Почему прилипает электрод при сварке опытные мастера называют для этого несколько причин. Они связаны с состоянием электрода, с настройками аппаратуры и с опытом недостаточным сварщика
Причины
 Специалисты выделяют несколько типовых причин залипания электрода.
Специалисты выделяют несколько типовых причин залипания электрода.
Результат многократного залипания электрода. При малой толщине заготовки это может привести к прожогу.
Среди них: состояние электродов, качество подготовки поверхности заготовки к сварке, настройки инвертора и неправильные приемы розжига.
Сырые электроды
Сварочный электрод состоит из стального сердечника и порошкового покрытия. Материал покрытия достаточно гигроскопичен, и при хранении в условиях высокой влажности поглощает водяные пары из воздуха.
 При долгом хранении даже в умеренно влажном помещении обмазка также может отсыреть.
При долгом хранении даже в умеренно влажном помещении обмазка также может отсыреть.
Если на заводе-изготовителе электроды были запаяны в вакуумную полиэтиленовую упаковку влага им не грозит. Но если пленка хоть немного надорвалась при транспортировке электроды неминуемо отсыреют.
Отсыревшая обмазка начинает проводить электрический ток, в результате дуга не разжигается, а электрод прилипает к заготовке.
Низкое качество
 Почему залипает электрод, если он сухой? Он может быть недостаточного качества. Приобретенные в случайных местах, с рук сварочные материалы часто изготовлены с нарушением технологии, материал стержня не соответствует требованиям стандартов, а обсыпка плохо держится на сердечнике и осыпается. В этом случае залипания также будут частыми.
Почему залипает электрод, если он сухой? Он может быть недостаточного качества. Приобретенные в случайных местах, с рук сварочные материалы часто изготовлены с нарушением технологии, материал стержня не соответствует требованиям стандартов, а обсыпка плохо держится на сердечнике и осыпается. В этом случае залипания также будут частыми.
Бывает, что материал стержня не подходит к свариваемым сплавам. Неправильный подбор расходников приводит к постоянному затуханию дуги или даже к невозможности ее розжига.
Бывалые сварщики проверяют качество подозрительных материалов так: роняют стержень с высоты 1,5 метра на ровный бетонный пол. Если обмазка осыпалась или отслоилась- использовать такую продукцию явно не стоит.
Неправильные настройки аппарата
Недостаточная сила тока, выставленная на сварочном аппарате, также является частой причиной прилипания, особенно у недостаточно опытных работников. Слабый ток не может разжечь дугу, а лишь оплавляет кончик стержня, и он прихватывается к заготовке.
Параметры инвертора нужно выставлять, исходя из:
- материала заготовок,
- их толщины,
- толщины электрода.
Для того, чтобы найти подходящий параметр, следует воспользоваться таблицами из руководства пользователя или на сайте производителя сварочного аппарата.
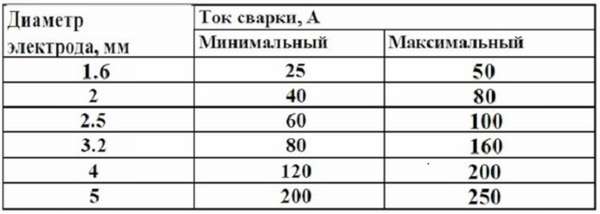 Примерная таблица выбора сварочного тока в зависимости тот толщины заготовок.
Примерная таблица выбора сварочного тока в зависимости тот толщины заготовок.
Почему залипает электрод на современном инверторе? Чаще всего это также происходит из-за слишком малого рабочего тока.
Неочищенный металл и неправильный поджог дуги
Еще одна распространенная причина залипания некачественная подготовка поверхности под электросварку. При наличии на заготовке масложировых пятен, следов коррозии окисной пленки, стружки или пыли нарушаются условия формирования разряда, и дуга не разжигается.
Перед сваркой следует подготовить зону шва и околошовную область (10 см в обе стороны):
- зачистить от механических загрязнений проволочной щеткой или шлифмашиной,
- обезжирить.
Следует проводить такую обработку непосредственно перед началом сварки, поскольку через некоторое время окисная пленка восстановится.
Влияние силы тока
Начинающие сварщики часто боятся прожога заготовки, особенно при ее небольшой толщине. Поэтому они занижают найденные в таблицах значения силы сварочного тока, ошибочно думая, что уж при малом-то токе они потихоньку все сварят без дефектов. Увы, такой подход не работает.
При недостаточном токе плавление к металлу заготовки и сердечника прекращается, еще не начавшись, поскольку силы тока не хватает для поддержания дуги. Кончик стержня, погрузившись в несформировавшуюся и быстро остывающую сварочную ванну и приправляется к ней.
Необходимо устанавливать силу тока по таблицам и учиться правильно разжигать дугу и вести шов.
Влияние питающей сети
Почему еще может липнуть электрод? Стабильность параметров электросети оказывает сильное влияние на розжиг и поддержание электрической дуги.
Особенно часто это происходит при использовании устаревших моделей сварочных аппаратов- трансформаторов переменного тока и выпрямителей. Напряжение на вторичной обмотке трансформатора в таких агрегатах напрямую зависит от напряжения в сети. Если напряжение нестабильно, то скачки его также приводят к невозможности разжечь дугу- вторичного напряжения не хватает для разряда.
Если мощность местной сети недостаточная, то само включения сварочного трансформатора вызывает скачкообразные перепады напряжения в сети, и только что разожженная дуга затухает, а кончик электрода прилипает к остывающей сварочной ванне. Особенно часто так происходит при недостатке практического опыта.
Применение сварочных инверторов позволяет избавиться от такой зависимости.
 Современные модели имеют функцию «антизалипания», облегчающую работу сварщика.
Современные модели имеют функцию «антизалипания», облегчающую работу сварщика.
Недостаток опыта
Почему прилипает сухой электрод при сварке инвертором? Кроме занижения тока, есть еще одна типичная ошибка начинающих сварщиков. Это попытка держать электрод слишком близко к заготовке. Слишком короткий воздушный промежуток приводит к срыву горения дуги, новичок пытается спасти дело, поднося кончик еще ближе- и утыкается им в сварочную ванну, где тот может прилипнуть.
Ошибки встречаются и в траектории движения электрода при розжиге, и ведении его вдоль шва. При недостатке опыта и попытке использования профессиональных электродов, таких, как УОНИ, они также залипают, чаще всего из-за превышения сварочного тока
Необходимо набить руку на учебных заготовках, при приобретении достаточного опыта такой эффект перестает проявляться. Лучше тренироваться на простых конструкционных сталях, и уже потом переходить на легированные или нержавейку. Обучение следует проводить на инверторных сварочных аппаратах.
Как устранить
Залипание не является непреодолимой проблемой. Современное и исправное оборудование, качественные материалы, правильное их хранение, тщательная подготовка заготовок к работе и набор опыта позволяют сварщику забыть про досадное прилипание.
Подготовка

Электроды, вынутые из только что вскрытой пленочной упаковки, в дополнительной подготовке не нуждаются- ими можно сразу варить. Залипание им не грозит.
Но уже через несколько часов пребывания на открытом воздухе, они могут набрать влагу. Тогда перед работой их следует просушить. Для этого на производстве применяют специальные сушильные электропечи, прогревающиеся до 400оС.
В домашней мастерской можно использовать муфельную печь. Допустим прогрев электродов на радиаторе отопления- но для этого понадобится несколько часов. Использовать для ‘просушки открытый огонь недопустимо – температура пламени может превысить допустимую.
 Важно! Прогревать сварочные материалы можно трижды. Далее обмазка теряет свои свойства.
Важно! Прогревать сварочные материалы можно трижды. Далее обмазка теряет свои свойства.
Настройки оборудования
Перед началом работы нужно точно установить тип сплава, который собираются сваривать, измерить толщину заготовки. В соответствии с этими параметрами по справочным таблицам, приведенным в паспорте сварочного аппарата или на портале завода-изготовителя, выбирается толщина электрода и необходимый сварочный ток.
Следует понимать, что это базовые параметры, в зависимости от конкретных условий, особенностей аппарата, конфигурации шва и опыта сварщика в них могут вноситься некоторые поправки.
Особо осторожными нужно быть при подборе параметров для тонких заготовок-листов или деталей кузова. Для них особенно велик риск прожога. в этом случае начинают с нижней границы табличного диапазона, постепенно увеличивая силу тока до достижения оптимального провара.
У неопытных сварщиков часто возникает вопрос, почему электрод козыряет, то есть обмазка с одной стороны сгорает не полностью, образуя козырек. Это происходит из-за завышения сварочного тока и несоблюдения угла наклона стержня к заготовке.
Кроме настройки агрегата, необходимо также провести тщательную подготовку поверхности.

Кроме области шва и околошовной области, следует зачистить и обезжирить также место присоединения к заготовке массового провода.
Научитесь правильно поджигать дугу
Правильный поджиг дуги позволяет избежать залипания. Что нужно делать двумя основными способами:
- постукиванием,
- чирканием.
Если опыта работы не так много, то лучше разжигать дугу коротким чирканием, напоминающим чиркание спичкой по коробку. При этом электрод нужно держать перпендикулярно плоскости детали. Как только дуга разгорелась, нужно наклонить его на 15о назад, и, не задерживаясь на одном месте плавно и равномерно вести шов вдоль намеченной линии. Это не дает кончику залипнуть.
 Два способа поджига электродуги. Для начинающих рекомендуется разжигать дугу чирканием.
Два способа поджига электродуги. Для начинающих рекомендуется разжигать дугу чирканием.
При этом важно сохранять постоянный зазор между кончиком стержня и заготовкой. Превышение длины дуги приводит к неполному провару и повышает риск срыва горения.
Не следует также наклонять держатель под слишком острым углом. При этом ухудшаются условия прогрева заготовки, сужается сварочная ванна, и шов получится непрочным.
Для того, чтобы электрод не залипал, необходимо пользоваться сухими и качественными сварочными материалами. Следует также правильно выставлять параметры работы сварочного аппарата. И, наконец, важно применять правильные приемы розжига дуги.
 (1 оценок, среднее: 5,00 из 5)
(1 оценок, среднее: 5,00 из 5)




