Контактная сварка является одной из разновидностей электросварки. Она служит для соединения тонкостенных заготовок коротким разрядом очень большого тока. Аппарат для такого метода работы называют сварочные клещи.
Устройство
Устроены они достаточно просто и состоят из следующих деталей и узлов:
- трансформаторный источник рабочего тока,
- захват, который дает возможность подведения электродов с двух сторон свариваемых деталей,
- контактные электроды,
- провода,
- система управления.
Трансформатор преобразует сетевое напряжение, понижая его. Его вторичная обмотка состоит из нескольких витков из толстой медной шины, выдерживающей ток в тысячи ампер. Напряжение с вторичной обмотки подается на массивные электроды, имеющие заостренные концы. Они прикладываются с двух сторон к соединяемым листовым заготовкам и плотно прижимаются к ним вручную или пневмоприводом.
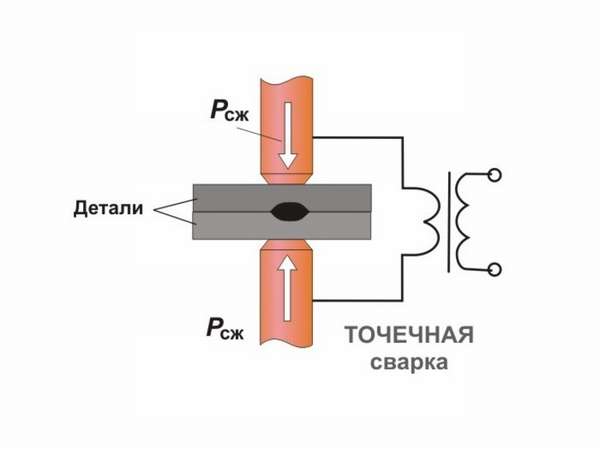
По команде оператора система управления через реле замыкает цепь, и на электроды полается короткий импульс. Ток начинает течь через электроды и обе заготовки, быстро разогревая и оплавляя тонкий металл в зоне контакта. Под действием усилия зажима оплавленные зоны соединяются в единое целое и кристаллизуются.На заготовках образуется точечное соединение.
Сварочные зажимные клещи переносят к следующей точке сварки и процесс повторяется. Так формируется линия шва точечной сварки. Диаметр проплавленного пятна определяется размером электрода, силой тока и временем импульса.
Преимущества оборудования
Клещи для точечной сварки дают следующие преимущества:
- большая скорость работы,
- отсутствие необходимости в расходных материалах: плавящихся электродах, присадочных прутках, защитных газах,
- высокая прочность шва,
- малая масса и габариты сварочного аппарата,
- возможность создания герметичного соединения путем размещения по линии шва перекрывающихся сварочных пятен.
Контактную сварку широко используют для соединения тонколистовых заготовок, создании корпусов, сеток из арматуры, воздуховодов, емкостей для сыпучих продуктов и сосудов низкого давления. Применяет такая технология и при сборке и ремонте автомобильных кузовов. Самые миниатюрные сварочные клещи используют при сборке кожухов в приборостроении.
Важные параметры выбора
Выбирая аппарат, необходимо принимать во внимание их основные характеристики:
- Рабочий ток. Он определяет толщину соединяемых заготовок. При максимальном токе 3500А толщина соединяемых деталей до 1 мм. Ток в 6000А позволит иметь дело с заготовками до 4 мм.
- Вылет электродов. Определяет размеры заготовки со стороны шва и отстояние линии шва от края.
- Материал электродов. Применяются медные сплавы с присадками: Be, Cd, Cr и другими. Они способствуют увеличению срока службы электрода, повышая его прочность и снижая необходимость частого затачивания.
- Масса устройства. Сварочные клещи для выполнения точечной сварки рассчитаны на частое применение, поэтому слишком массивный агрегат будет приводить к быстрому утомлению работника и снижать производительность его труда.
Важно также учитывать тип привода прижима электродов, возможность их охлаждения, ток холостого хода, диапазон настройки длительности импульса и некоторые другие параметры.
Зажимное усилие
Для обеспечения высокого качества и однородности шва, зажимное усилие должно быть постоянным от точки к точке. В ручных устройствах для этого применяется система рычагов, в более мощных настольных или подвесных- пневматический привод с регулируемой силой прижима. Система управления таких приборов имеет единую кнопку для включения привода и подачи сварочного импульса с задержкой, необходимой для отработки прижима.
Питание
В качестве источника рабочего тока применяются мощные понижающие трансформаторы. Они преобразуют сетевое напряжение переменного тока 220 или 380 вольт. Вторичная обмотка представляет собой толстую медную шину или разрезной диск из меди. Напряжение холостого хода равно 2-5 вольтам.
Рабочий ток для разных моделей колеблется от 2 до 35 тысяч ампер.
Несмотря на большой вес сварочного источника, его размещают в одном корпусе с аппаратом на минимальном расстоянии от электродов. Это делается для того, чтобы избежать потерь энергии при передаче сверхмощного тока на значительное расстояние.
 Наиболее мощные устройства работают со специального подвеса, их масса уже не имеет такого решающего значения, как для ручных устройств.
Наиболее мощные устройства работают со специального подвеса, их масса уже не имеет такого решающего значения, как для ручных устройств.
Разновидности оборудования
Устройства принадлежат к одному из следующих видов:
- ручные,
- настольные,
- подвесные.
 Ручные клещи для контактной сварки имеют ограниченную мощность и внешним видом напоминают плоскогубцы с электродами на рабочих концах. К ним подходят мощные провода от источника тока. Изолированные рукоятки взводят расположенную на оси спиральную пружину, которая прижимает электроды с заданной силой. Такой аппарат можно подносить к заготовкам под различными углами.
Ручные клещи для контактной сварки имеют ограниченную мощность и внешним видом напоминают плоскогубцы с электродами на рабочих концах. К ним подходят мощные провода от источника тока. Изолированные рукоятки взводят расположенную на оси спиральную пружину, которая прижимает электроды с заданной силой. Такой аппарат можно подносить к заготовкам под различными углами.
Такие клещи имеют небольшую массу до полутора килограммов, источник тока весит около 15-ти. Это позволяет свободно перемещать их вдоль заготовки и по цеху. Их используют и при ремонте кузовов транспортных средств.
Настольные модели крепятся на рабочих столах. Заготовка подносится к ним той стороной, где нужно выполнить точечный шов.
Подвесные сварочные аппараты устанавливаются на прочных кронштейнах. Подвес имеет несколько степеней свободы и уравновешен мощными пружинами. Это освобождает сварщика от удержания на весу больших масс оборудования.
Подвесная модель
Этот вид оборудования используется в крупных ремонтных центрах и на промышленных предприятиях c серийным производством, выполняющим большое количество однотипных операций.

Самые совершенные модели снабжаются уравновешенным подвесом с гироскопом, стабилизирующим положение устройства в пространстве. В корпусе размещен мощный трансформаторный источник тока и автоматизированный блок управления, контролирующий силу тока, прижимное усилие и продолжительность импульса.
Производительная пневмосистема обеспечивает быстрое подведение электродов к заготовке, прижим с заданной силой и быстрое отведение. Пневмосистема питается от общецеховой магистрали сжатого воздуха или от отдельного компрессора.
Удобная рукоять позволяет точно наводить устройство на место сварки и нажатием кнопки давать команду на импульс.
Производители
Выбирая изготовителя клещей для точечной сварки, нужно учитывать время его присутствия на рынке и общую репутацию. Фирмы с долгой историей дорожат своим добрым именем, используют для производства своей продукции самые передовые научные разработки и технические решения, применяют только качественные материалы.

Такой аппарат будет стоить существенно дороже, если сравнить его с продукцией малоизвестных фирм. Последние для удешевления продукции стремятся максимально упрощать конструкцию в ущерб долговечности и даже безопасности.
Процедурами контроля качества материалов, комплектующих и готовой продукции на этих предприятиях также часто пренебрегают. В результате недорогое изделие служит недолго и требует ремонта или замены. В этот момент выясняется, что сервисная сеть этого поставщика в стране не развита. Если планируется большой объем работ, лучше заплатить дороже и отдать предпочтение продукции проверенных временем поставщиков.
Среди российских производителей выделяется компанию Калибр, среди зарубежных- ESAB, Huter, Tecna.
Самодельные
Начинают изготовление контактных клещей своими руками с основы конструкции. Для этого берут полосовую сталь толщиной 3-5 мм и шириной 20мм или круглый пруток в 12-16 мм. Из нее выгибают две половинки клещей. В середине следует предусмотреть отверстие для оси. Ось должна проходить через непроводящую втулку из гетинакса или фторопласта. Это позволит избежать электрического контакта между держателями электродов.
На концах сверлят отверстия для установки медных электродов. Концы пластин подгибаются таким образом, чтобы электроды сходились, двигаясь по одной линии. С других концов разделываются, обжимаются и пропаиваются кабели.
 На рукоятки надевают отрезки резинового шланга. Это изолирует руки сварщика от токоведущих частей и повысит удобство работы.
На рукоятки надевают отрезки резинового шланга. Это изолирует руки сварщика от токоведущих частей и повысит удобство работы.
Если клещи для выполнения контактной сварки планируется установить неподвижно и подносить к ним заготовки, одна ручка фиксируется к рабочему столу, а на другую надевают трубу удлинитель для усиления прижима.
С трансформатора достаточной мощности снимают вторичную обмотку и заменяют ее двумя-тремя витками сварочного провода или медной жилы подходящего сечения. Управлять сварочным импульсом можно через ножной выключатель, подключенный через силовое реле.
Клещи для сварки, сделанные самостоятельно, позволят расширить возможности домашней мастерской в изготовлении конструкций из тонколистового металла. Необходимо только будет проверить мощность сети электроснабжения. Если мощность окажется недостаточной, работу устройства придется отложить до усиления электропроводки.
 Также читайте на нашем сайте статью об устройстве для контактной сварки из трансформатора микроволновки
Также читайте на нашем сайте статью об устройстве для контактной сварки из трансформатора микроволновки
 (Пока оценок нет)
(Пока оценок нет)




