Газосварочное оборудование применяется для резания или соединения металлических деталей. Как и любые другие сварочные приспособления, оно разделяется на неподвижное и мобильное. Востребованность и популярность газовой сварки для бытового использования и в заводских цехах объясняется простотой технологии и высокой эффективностью применения.
Технические характеристики

От технических характеристик используемого для резания либо сварки газом оборудования зависит скорость производства работ, параметры шва либо кромки резания.
Причины популярности
- Несложность процесса. Для сваривания нужен газ двух типов – подогревающий (ацетилен, пропан и др.) и кислород, используемый для горения.
- Не обязательно наличие электроснабжения.
- Подвижность аппаратуры и оборудования для газовой сварки. Перемещение возможно обычными транспортными средствами, из-за чего такой метод применяется на расположенных вдали объектах при отсутствии на них электроснабжения.
Критерии выбора
Главными требованиями, предъявляемыми к оборудованию и инструменту для газосварки, являются компактность, небольшой вес и легкость погрузки, транспортировки и выгрузки вручную.
Критерии для подбора:
- Применение того или иного газа для выполнения определенного типа работ (резка либо сварка). Преимущественно – ацетилен.
- Толщина элементов, подлежащих свариванию. Газовый сварочный аппарат на этине применяется для обработки нелегированных низкоуглеродистых сталей толщиной не более 20 мм. Пропан используется для изделий толщиной до 400 м. Для сваривания элементов 400-800 мм требуется предварительная кислородная продувка.
- Парметры горелок.
Ацетиленовые генераторы
Генерирующее ацетилен устройство – специальный прибор, применяемый с целью образования газа при смешении воды и карбида. Процесс осуществляется в мобильных либо неподвижных устройствах для газосварки.
Основные элементы мобильных генераторов по ГОСТ 30829-2002 такие:
- образователь, применяющийся для получения основного газа,
- газосборник, служащий для сбора образованного газа, а также применяющийся в качестве компенсатора неравномерности между объемом потребляемого и вырабатываемого газа,
- предохраняющее пламегасящее устройство, используемое с целью локализации огня и недопущения проникания в генератор пламени,
- клапан для отведения излишнего давления,
- манометр для определения давления в газохранилище.
Помимо перечисленных элементов, генераторы дополнительно оборудуются фильтрами, регуляторами.
Аппарат для газовой резки и сварки для удобства пользования комплектуется легким генератором, весом до 20 кг, производительность составляет до 3 м3/час.
Подбирать оборудование необходимо в зависимости от поставленных перед ним задач и месте использования – для дома либо дачи, применения в производственных цехах, крупной стройплощадке.
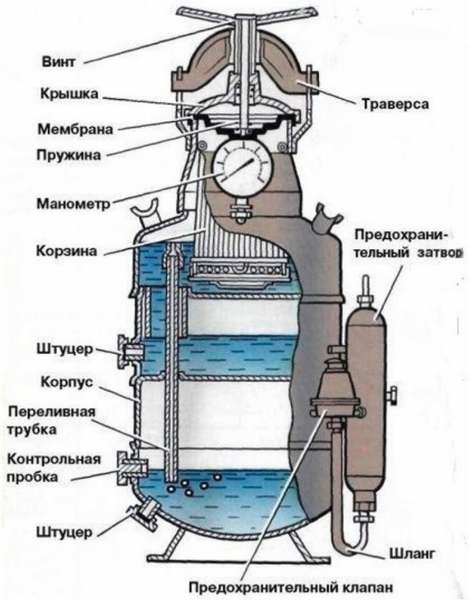
Предохранительные затворы

Затворы, которыми оснащаются любые генераторы ацетилена, нужны для предохранения установок от возможного проникновения волны от обратного удара пламени. Элементы монтируются между генерирующим устройством либо подающей трубкой и главным инструментом газосварщика – резаком либо горелкой.
Приборы производятся двух видов:
- водные, наполненные жидкостью,
- сухие, в качестве наполнителя используется металлокерамический порошок.
Выпускаются выработкой от 0,8 до 3,2 м3/час. По допустимому давлению газа разделяются на:
- малого давления (до 10 кПа),
- среднего (до 70 кПа),
- высокого (до 150 кПа.)
Принцип работы устройств такой.
Корпус наполняется жидкостью до линии контролирующего краника. Ацетилен, поступающий по газопроводу, проходит также и по обратному клапану, находящемуся внизу корпуса. Пройдя сквозь толщу жидкости и поднявшись на верх сквозь дефлектор, газ накапливается вверху устройства. Затем сквозь расходный краник газообразное топливо подается в резак либо в горелку.
Вверху затвора расположена выведенная на внешнюю сторону трубка. Она укрыта диафрагмой из фольги алюминия. При образовании оборотного удара выполняется разрыв диафрагмы, горящая смесь отводится на внешнюю сторону корпуса. Волна от удара переходит через жидкость на оборотный клапан и закрывает его. Поступление ацетилена останавливается. После каждого использования мембрану нужно менять.
Газовые баллоны
Баллоны используются в качестве емкости для содержания, транспортировки и подачи газов, которые могут находиться внутри в состояниях:
- жидком,
- сжатом,
- растворенном.

Объем баллонов колеблется в диапазоне от 0,4 до 0,55 дм3. Наиболее востребованными и удобными являются емкости объемом 40 л.
Баллоны производятся по ГОСТ 949-73 из бесшовных труб. Обладают цилиндрообразной формой с суженой шейкой, на которую монтируются требуемые для производства работ приспособления (штуцеры, фланцы, вентили). Днище сосуда выпуклое.
В горловине устроено конусообразное резьбовое отверстие под крепление вентиля – запорно-регулирующего прибора. Разворот маховика вентиля позволяет закрыть либо открыть проход клапана.
 Важно! Сосуды для различных газов оборудуются вентилями из различных материалов. Для кислородных емкостей допускается установка только латунных вентилей, для ацетиленовых – только стальных. Применение медных сплавов и меди запрещено!
Важно! Сосуды для различных газов оборудуются вентилями из различных материалов. Для кислородных емкостей допускается установка только латунных вентилей, для ацетиленовых – только стальных. Применение медных сплавов и меди запрещено!
На горловину сосуда крепится кольцо с внешней резьбой для колпака, используемого для защиты вентиля от повреждений при транспортировании. Устойчивость в стоячем положении обеспечивается башмаком на прямоугольной платформе, расположенным внизу.
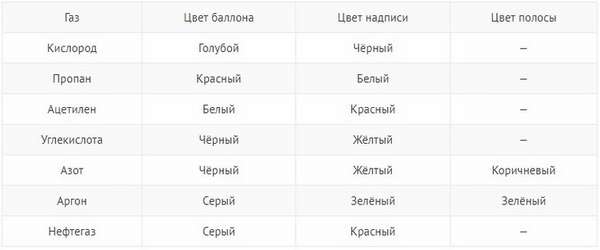
Баллоны в зависимости от рода газа различаются цветом.
Каждый сосуд комплектуется паспортом, в котором приведены все технические характеристики. Помимо главных параметров, в документе указываются все осмотры, проверки и тестирования, выполняющиеся в установленные сроки.
 Также читайте на нашем сайте статьи о:
Также читайте на нашем сайте статьи о:
- Пропановых баллонах
- Аргоновых баллонах
- Углекислотных баллонах
- Ацетиленовых баллонах
Редуктор
Каждый газосварочный аппарат комплектуется редуктором, устанавливающимся на баллон. Он применяется в качестве регулятора давления рабочей смеси газов, подаваемой на горелку. Главная задача редуктора – не снижение давления газа, а его оптимизация.
 Уровень давления выводится на датчики, один из которых показывает давление, а второй – степень наполнения баллона.
Уровень давления выводится на датчики, один из которых показывает давление, а второй – степень наполнения баллона.
Горелки
Посредством сварочной горелки после смешения кислорода и рабочего газа (паров жидкого) создается и удерживается в устойчивом состоянии пламя.
Горелки применяются для
- прогрева металла,
- сварки элементов.
Приборы должны:
- создавать, удерживать и корректировать стабильно горящее пламя в заданном сварщиком режиме,
- отличаться высокой прочностью,
- быть безопасными в использовании,
- обладать малой массой для свободного удерживания одной рукой.
Горелки производятся из латуни, мундштуки – из меди. Иногда также используются медные сплавы, что позволяет существенно уменьшить массу прибора.
Устройства различаются мощностью, позволяющей сопрягать металлические заготовки различной толщины. По типу поступления газов в смешивающий отсек, резаки разделяются на два вида:
- инжекторные, используемые при давлении газа ниже 0,5 атм.,
- безинжекторные, применяемые повышенном давлении.

По методу использования горелки классифицируются на ручные и механизированные. По числу потоков огня устройства классифицируются на одно- и многопламенные.
По мощности потока горелки выпускаются:
- малой (потребление газа 25-400 л/ч),
- средней (400-800 л/ч),
- высокой (2800-7000 л/ч).
По ГОСТ 1077-79 по выдаваемой мощности устройства разделяются на несколько типов:
- Г1 – микромощные,
- Г2 – маломощные,
- Г3 – среднемощные,
- Г4 – высокомощные.
Наиболее востребованы универсальные модели – средне- и маломощные, способные обработать заготовки толщиной до 30 или 7 мм соответственно.
Газораспределительные рампы, трубопроводы и рукава
При необходимости повышенного потребления газа, подача его организуется от распределяющей рампы. Устройство составляют пара коллекторов, гибкие шланги и регуляторы.
На коллекторе имеется запирающий кран, допускающий выполнение быстрой смены баллона на одном из питающих устройств без остановки процесса. Уменьшение давления газа производится рамповым редуктором.
Поступление в рабочую зону кислорода и горючего газа обеспечивается трубопроводами, разделяющимися на:
- низкого давления (менее 0,01 МПа),
- среднего (до 0,15 МПа),
- высокого (более 0,15 МПа).
Подающие кислород трубопроводы также разделяются на три группы по значению рабочего давления на:
- пониженного (менее 1,6 МПа),
- среднего (до 6,4 МПа),
- высокого (от 6,4 МПа).
Трубы и арматура для передачи ацетилена производятся из стали и красятся в белый цвет. Кислородные подающие устройства имеют голубой окрас и производятся из бронзы либо латуни.
В комплект набора газосварщика также включаются шланги (рукава). Они задействованы для поступления кислорода и горючего газа от рампы либо баллона к горелке. Шланги должны сочетать прочность и гибкость, чтобы не быть помехой при работе.
Важно! Для рукавов используется вулканизированная резина, усиленная тканевыми вкраплениями.

Изделия разделяются на 3 класса, обозначающихся римскими цифрами:
- I – для горючего газа до 0,63 МПа, красные,
- II – для горючих жидкостей до 0,63 МПа, желтые,
- III – для кислорода (2 МПа), голубые.
Внутренняя прослойка резины покрывается слоем оплетки из металлонитей, за которым идет слой внешней резиновой оплетки.
Протяженность шлангов строго нормируется – они используются не короче 8 м. Шланги, идущие от генератора ацетилена, используются длиной от 10 м.
Другие инструменты
Для повышения мобильности оборудования применяются сварочные посты. Они представляют собой тележку со специально оборудованными точками для монтажа и крепления хомутами баллонов и рукавов. Как правило, таки посты облегчают сборку и комплектацию всех приспособлений в одном месте, которые в дальнейшем легко укладываются в кузов или прицеп автомобиля.
Производятся также готовые комплекты для газосварочных работ. Например, комплекты газосварщика ГАРО-2 и КГС-2. В состав первого входят 12 единиц:
- баллоны для кислорода и ацетилена объемом по 40 л каждый,
- редуктор кислородный БКО, ацетиленовый – БАО,
- ключ ацетиленовый газосварщика,
- горелка типа «Малютка»,
- шланги длиной 20 м: сечением 9,0 и 6,3 мм,
- хомуты: на 12-20 мм и на 8-12 мм,
- очки сварщика,
- тележка под баллоны.
Популярные модели
 На современном рынке имеется огромный ассортимент газосварочного оборудования от отечественных и мировых изготовителей. Многими из них освоено изготовление всей линейки инструментов как для переносных комплектов, так и неподвижных крупных постов, применяемых на предприятиях промышленности и на производственных поточных линиях.
На современном рынке имеется огромный ассортимент газосварочного оборудования от отечественных и мировых изготовителей. Многими из них освоено изготовление всей линейки инструментов как для переносных комплектов, так и неподвижных крупных постов, применяемых на предприятиях промышленности и на производственных поточных линиях.
Важно! Свою продукцию также предлагают и китайские компании, стремящиеся занять свою нишу за счет дешевизны. Но дешевый инструмент не всегда готов пройти проверку газосварочного оборудования в наших реалиях, потому рекомендуется предпочесть российских либо западноевропейских производителей.
К ним относятся:
- «Диоксид», РФ,
- «Steiger», Германия,
- KZ, Россия,
- «IDEAL», Германия,
- «Graphopress», Нидерланды.
Сергей Ануфриев, газосварщик, стаж работ 20 лет: «К выбору оборудования для производства газосварочных работ нужно относиться ответственно и тщательно, так как от его качества зависит не только эффективность применения, но и безопасность работающих».
 (Пока оценок нет)
(Пока оценок нет)




