При обучении азам будущей специальности, сварщики досконально марки электродов, потому что для разных методик сварочных работ применяются различные изделия, отличающиеся диаметром, а также химическим составом обмазки или напыления.
Буквенное обозначение
 Сегодня промышленность выпускает более сотни разных марок, например, электроды Стандарт предназначены для начинающих исполнителей, потому что легко поджигаются, не боятся сырости. Все марки аналогичных стержней быстро сгорают, образуя прочный шов, покрытый шлаком.
Сегодня промышленность выпускает более сотни разных марок, например, электроды Стандарт предназначены для начинающих исполнителей, потому что легко поджигаются, не боятся сырости. Все марки аналогичных стержней быстро сгорают, образуя прочный шов, покрытый шлаком.
Литеры отображают соотношение диаметра электрода к толщине напыления, выражается оно в процентном содержании: М — 20, С — 45, Д — 80 и Г — более 80%. Наиболее популярным считается вариант С, более 70% выпускаемых электродов имеют аналогичное соотношение.
Вариант обмазки также имеет буквенное обозначение:
- А — кислотное.
- Б — основной вид.
- Ц — с содержанием целлюлозы.
- Р — 50% рутила.
- П — прочие компоненты, в маркировке указываются первые буквы составляющих элементов, например, РЖ — рутиловый с примесью железного порошка.
Расшифровка, отличие
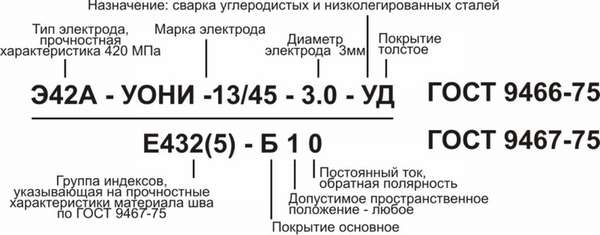
Как правило, код состоит из нескольких групп букв и цифр, которые наносятся на упаковку, а иногда дублируются на покрытии изделия, чтобы легко идентифицировать нужный электрод во время работы. Группы отличаются по индивидуальному значению и характеру применения:
- первая литера и цифры обозначают сферу применения,
- затем идет маркировка, помогающая определить изготовителя,
- далее идет назначение и толщина обмазки, например, У — для сталей, обогащенных углеродом, Д — величина покрытия,
- отдельно обозначается тип сердечника,
- цифры после типа изделия указывают величину предела прочности шовного соединения в МПа,
- потом указывается относительное удлинение, а в скобках — температура сохранения вязкости,
- в окончании шифра проставлены условия использования и тип покрытия.
 М. И. Кондратенко, образование: колледж по подготовке специалистов сварочных работ, специальность: сварщик пятого разряда, опыт работы: с 2004 года: «Получение надежного и качественного соединения напрямую зависит от правильного подбора электродов по типажу и маркировке, учитывается при этом диаметр и тип тока — это аксиома для начинающего сварщика».
М. И. Кондратенко, образование: колледж по подготовке специалистов сварочных работ, специальность: сварщик пятого разряда, опыт работы: с 2004 года: «Получение надежного и качественного соединения напрямую зависит от правильного подбора электродов по типажу и маркировке, учитывается при этом диаметр и тип тока — это аксиома для начинающего сварщика».
Виды по маркировке
УОНИ
Используются при монтаже ответственных конструкций, где нужны пластичные швы, способные выдерживать нагрузки от случайного удара и температуру окружающей среды до -40 0C. Сварка проводится в любом положении, УОНИ 13/45 и 13/55 используются повсеместно, вторая разновидность — это судостроение, сварка цистерн, ёмкостей, находящихся под высоким давлением.
АНО
Аббревиатура расшифровывается довольно просто первые две буквы — академия наук, а литера О — обмазка, далее идут цифры обозначающие номер модели расходного материала. Химический состав весьма обширный: марганец, кремний, фосфор и сера, в десятых или сотых долях процента. Для прочного соединения металлов с толщиной более 3 мм, надо повышать значение сварочного тока, а чтобы избежать прилипания электрода к металлу — соблюдают оптимальный режим сварки.
ОЗЛ
Изделия с цифрами 6 и 8 после буквенного обозначения применяются для сталей с повышенным содержанием хрома и никеля, шовное соединение не подвластно коррозии и выдерживает температуру не выше +1000 °C.
ОЗС
Применяются для соединения углеродистых сталей, во время наплавки металлов с помощью электродов и их резке, положение в пространстве выбирается любое, перемещения по вертикали. Ток обратной полярности переменного или постоянного типа. Электроды выпускаются с сечением 2,5—6,0 мм, наиболее распространены ОЗС-4, 6 и 12 с покрытием Р, упаковки имеют массу 5 кг.
МР-3
Во время монтажа ответственных сооружений, отличаются от УОНИ тем, что работают во влажной среде и соединяют неочищенные от ржавчины металлы. Работают при любом токе и обратной полярности, чаще всего такие электроды используют для сварки трубопроводов с горячей водой, паром или содержащих внутри мазут и техническое масло. Устойчиво работают от сварки, подключенной к обыкновенной бытовой электрической сети.
ЦЛ
Электроды с таким обозначением и цифрой 11 имеют расход 1,8 кг на килограмм наплавленного металла, покрытие основное (Б). Шов относится к спокойной стали. ЦЛ-11, 39, и 45 — это электроды с повышенной толщиной обмазки, которые применяют для сварки сталей высокого легирования, устойчивых к тепловому воздействию, например, агрегатов для котельной.
Толщина внешнего покрытия в полтора раза больше сечения металлического стержня, выпуск — картонная тара весом от 1 до 5 кг. Нельзя прокаливать более двух раз, иначе обмазка будет обсыпаться.
ЛЭЗ
 Обозначенные цифрой 4 изделия используются при ремонте ж/д крестовин, расход — 1,6 кг электродов на наплавку 1 кг металла.
Обозначенные цифрой 4 изделия используются при ремонте ж/д крестовин, расход — 1,6 кг электродов на наплавку 1 кг металла.
ЛЭЗ-8 и 11 специально разработаны для сварки конструкций из нержавеющей стали, продаются только в фирменных магазинах компании или на официальном сайте.
ЛЭЗ-99 используется при сварке оцинкованных конструкций и металлов аустенитного класса. Выпускаются с поперечным сечением 3—5 мм.
Производством аналогичных марок сварочных электродов занимается Лосиноостровский Электродный Завод, имеющий разветвленную сеть складов, охватывающую многие регионы РФ.
Требования по ГОСТ 9466-75:
- Электроды изготавливаются только из высококачественного металла.
- Не допускается существенных дефектов внешнего покрытия.
- Высокая стойкость к случайным ударам.
- Оплавление изделия происходит равномерно, обмазка не осыпается с образованием отдельных островков, что приводит к большому разбрызгиванию.
- Расплавленный металл изделия обеспечивает образование высокого качества шва без трещин, пористости и избытка наплавленных образований.
Остатки и огарки стальных сварочных электродов рассортировываются, взвешиваются и отправляются на переработку — таким образом, осуществляется экономия ресурсов. Сроки годности электродов не имеют временного исчисления, его определяют визуально.
 Негодный материал отправляется на переплавку или используется для обучения персонала.
Негодный материал отправляется на переплавку или используется для обучения персонала.
Разновидность по материалу деталей
Углеродистые и низколегированные стали
Чтобы прочно соединить стали кипящего вида, применяются электроды с покрытием любого типа, а для полуспокойных сталей, обладающих большей толщиной — изделия с Б или Р вариантом обмазки. При эксплуатации конструкций, выполненных из стали спокойного вида, при низких температурах, все сварочные работы производятся изделиями с покрытием основного типа.
Магистральные нефтегазопроводы
 Электроды марки ЛЭЗ ЛБгп и ЛЭЗ ЛБ-60 по основным параметрам ни в чем не уступают импортным аналогам из Страны восходящего солнца (LB52U и 62D) или Швеции (OK 53.70 и 74.70), поэтому применяются для сварочных работ на различных магистралях, состоящих из крупногабаритных труб.
Электроды марки ЛЭЗ ЛБгп и ЛЭЗ ЛБ-60 по основным параметрам ни в чем не уступают импортным аналогам из Страны восходящего солнца (LB52U и 62D) или Швеции (OK 53.70 и 74.70), поэтому применяются для сварочных работ на различных магистралях, состоящих из крупногабаритных труб.
Высоколегированные и жаропрочные стали
Электроды с покрытием типа Б, Р и РБ, а основанием выбора служит обеспечение таких параметров:
- механические параметры сварных соединений при эксплуатации,
- стойкость швов к образованию трещин,
- высокий коэффициент наплавки.
Чтобы не случилось чрезмерного нагревания электрода с последующим отслоением обмазки, сварка производится при постоянном токе и полярности обратного типа.
Коррозионностойкие стальные конструкции
Главное требование — это устойчивость шовного соединения к воздействию коррозии при нахождении в агрессивной среде, например, в ёмкостях с кислотами. Применяются изделия с маркировкой ЭА-400/10Т, /10 У, 606/10, ОЗЛ-8,12, Л-39, при этом термическая обработка конструкций не производится.
Никелевые сплавы
Изделие марки АНВ-28 применяют во время сварки сплавов 06ХН28МДТ, швы отличаются стойкостью к возникновению ржавчины и могут повторно подвергаться термическому воздействию.
ОЗЛ-23 выпускаются для надежного соединения деталей, выполненных из никель-молибденового сплава, сварки биметаллов с плакировкой из аналогичных сплавов. Швы могут выдержать воздействие даже кипящего раствора соляной кислоты.
ОЗЛ-35 обеспечивают лучшую стойкость и жаропрочность, используются для сварки сплавов ХН70Ю и ЭП 747, способных устойчиво работать при температурах до 1200 °С.
Разнородные стали
В институте имени Патона были разработаны электроды марки АНЖР-3, для температур 350—450 °С, вариант 2 — до 550 °С, а с цифрой 1 — свыше 550 °С. Все изделия отличаются высокими механическими параметрами. При использовании таких стержней предварительно металл не прогревается, а после окончания швы не подвергаются дополнительной термической обработке.
Легированные и устойчивые к тепловой обработке
Сварка аналогичных сталей производится с предварительной и с последующей термической обработкой металла, при этом задействованы следующие изделия: ЦУ-5, ЦЛ-17 и 39, ОЗС-11, ТМЛ-1У и 3У, АНЖР-1 и 2.
Наплавочные работы
На основании ГОСТа 10052 75 покрытые металлом электроды для выполнения ручной дуговой сварки при нормальном температурном режиме классифицируются на 44 типа и шесть основных групп. Выполняются аналогичные работы с задействованием специальных технологий, а также с прогревом конструкций или деталей до и во время сварки, чтобы получить нужные свойства наплавляемых поверхностей.
Сварочные работы по чугуну
 Для успешного проведения сварки применяют стержни марки МНЧ-2, ЦЧ-4, ОЗЧ-2 и 4, ОЗЖН-1 и ОК 92.18, при выборе учитывают массу и толщину конструкции. Из импортных аналогов большим спросом пользуются электроды из Германии, например, марки UTP 86 FN.
Для успешного проведения сварки применяют стержни марки МНЧ-2, ЦЧ-4, ОЗЧ-2 и 4, ОЗЖН-1 и ОК 92.18, при выборе учитывают массу и толщину конструкции. Из импортных аналогов большим спросом пользуются электроды из Германии, например, марки UTP 86 FN.
Особенности сварки конструкций из цветного металла
Серия АНЦ/ОЗМ-2, 3 и 4 используется при соединении изделий из меди, при толщине до 14 мм, требуют лишь незначительного подогрева, а при соединении деталей до 8 мм — сварка выполняется за один проход.
Изделия из бронзы и латуни свариваются электродами марки ОЗБ-2М, а наплавка и сварка деталей из алюминия — ОЗА-1 и ОЗАНА-1.
Особенности выбора диаметра
Ориентироваться надо на такие данные — толщина и сила тока, например, электроды диаметром 2 мм выпускаются длиной 25—30 см, применяются для сварки металла с аналогичной толщиной при силе тока в 70А. А электроды Стандарт диаметром в 3 мм, имеют длину 30—45 , отлично справляются с толщиной в 50 мм, а сила тока уже в два раза больше — 140А.
Стержни с диаметром 5 мм работают только с оборудованием высокой мощности, длина зависит от стали, а толщина металла не более 1,5 см, при этом сила тока уже 280А. Профессиональное оборудование позволяет применять диаметр в 6 мм, а силу тока повышают до 370А, а диаметр 8—12 мм используют на промышленном оборудовании, которое сваривает особо толстые конструкции до 8 см, сила тока достигает 450А.
Выводы
Маркировка электродов подсказывает исполнителю, какие металлы можно соединить с его помощью, каждый сварщик должен знать специфику применения различных изделий для сварки, как школьник — таблицу умножения.
 (Пока оценок нет)
(Пока оценок нет)




