Сварочный ток – это основной параметр электродуговой сварки. От него зависит качество соединения и срок его эксплуатации. Электрический ток регулируется в широком диапазоне. Его величину устанавливают, исходя из характеристик и свойств базового металла.
Основные понятия

Единицей измерения электрического тока является ампер. По своим свойствам бывает:
- Постоянный. В данном случае энергия не меняет своих параметров. Постоянный сварочный ток используют в полупроводниковых инверторах и сварочных выпрямителях.
- Переменный. Характеризуется постоянным изменением направлением движения электронов. Такой тип используется в электроснабжении многоквартирных и частных домов. Принцип использования переменной энергии реализован в понижающих сварочных трансформаторах, первичная обмотка которых подключается к сети 220 или 380 В.
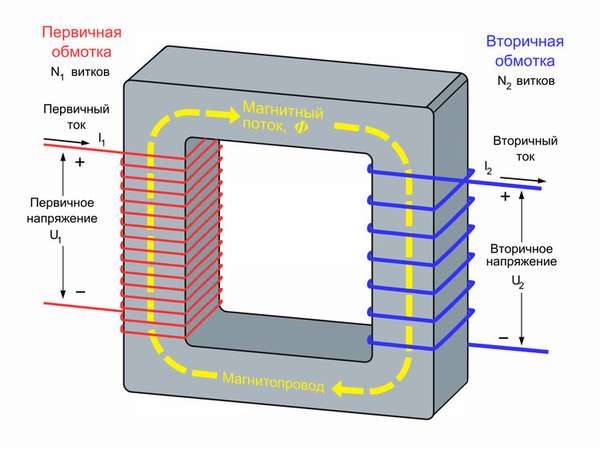
Принцип работы трансформатора.
Помимо типа сварочного тока, на качество будущего соединения влияют следующие параметры:
- Толщина свариваемых элементов.
- Тип металла или сплава, с которым предстоит работать.
- Параметры и величина сечения электродного элемента.
- Применяемое сварочное оборудование и величина тока.
На последнем пункте следует остановиться подробнее. Зависимость между силой тока и количеством теплоты прямая. Чем выше первый показатель, тем больше тепла выделяется при горении электрической дуги, соответственно, базовая поверхность нагревается быстрее, увеличивая производительность.
Исходя из этого, чем выше толщина заготовки, тем сильнее должен быть ток для полного проплавления металла.
 При увеличении силы тока следует подбирать электроды большего сечения, иначе энергия будет расходоваться нерационально.
При увеличении силы тока следует подбирать электроды большего сечения, иначе энергия будет расходоваться нерационально.
Как подбирает опытный сварщик?
Грамотный подбор рабочих параметров зависит от квалификации специалиста. Для новичков разработаны специальные таблицы сварщика. В них указаны все необходимые параметры работы. Точкой отсчета является диаметр электрода.
Опытный сварщик не задается вопросом, как подобрать ток для сварки инвертором, или другим аппаратом. Рассмотрим, на основании каких показателей, можно подобрать оптимальные показатели сварки.
Во время соединения деталей протекают специфические химические и физические процессы, которые сопровождаются характерными звуковыми и визуальными эффектами. К ним относят:
- Стабильность и интенсивность горения электрической дуги.
- Величина зоны расплава.
- Текучесть металла.
- Скорость кристаллизации.
- Форма шва.
Анализируя совокупность вышеуказанных факторов, специалист может правильно выбрать, а в случае необходимости и откорректировать в процессе работы, сварочные параметры.
Важным показателем является величина сечения присадочного материала, особенности выбора которого будут рассмотрены ниже.
Зависимость от толщины электрода
Техническая документация и учебные пособия содержат таблицы, позволяющие выбрать оптимальный тип и величину сечения электрод, в зависимости от свойств свариваемого материала.
Итак, как выбирают диаметр электрода в зависимости от толщины металла? Прежде чем разобраться с этим вопросом, необходимо изучить изменения, которым подвергаются поверхность и присадочный материал с увеличением энергии. В первую очередь, при повышении силы тока увеличивается тепловое воздействие, что ускоряет процессы плавления электродов и плоскости. Например, оптимальная сила тока для электрода 3 мм составит 65-100 А, в зависимости от типа основного металла.
В качестве примера ознакомьтесь с таблицей подбора диаметра электрода для сварки.

 С увеличением сечения повышается плотность сварочной дуги, которая является соотношением количества ампер к контактной площади. Единица измерения – А/мм2.
С увеличением сечения повышается плотность сварочной дуги, которая является соотношением количества ампер к контактной площади. Единица измерения – А/мм2.
От плотности зависит процесс формирования шва. Используя стержень большого диаметра, плотность будет уменьшаться, при неизменном количестве задействованных ампер. Таким образом, толщину электрода нужно увеличивать в зависимости от изменения толщины металла.
Практическое определение
Квалифицированный специалист легко подберет оптимальный режим соединения, вне зависимости от режима сварки, ММА или MIG. Новичкам чаще приходится обращаться к справочной литературе.
Производители сварочного оборудования и расходных материалов снабжают свои продукты инструкциями по эксплуатации, содержащими рекомендациями по выбору режима. Такую информацию следует считать приоритетной.
При работе на производственных площадках отсутствует возможность изучения технической литературы. Для выбора параметров были разработаны простые формулы, позволяющие подобрать показатели в считанные секунды.
Расположение и характер шва
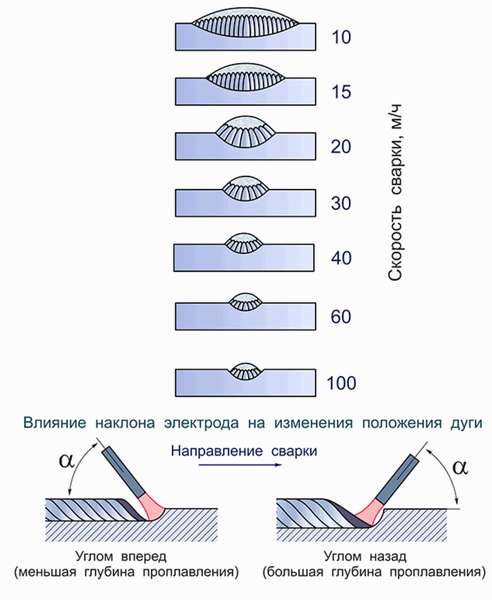 Влияние скорости движения электрода на тип шва.
Влияние скорости движения электрода на тип шва.
Помимо характеристик сварочной дуги, на форму и качество будущего шва влияют следующие параметры:
- Предварительная подготовка поверхности, а именно – подготовка кромок.
- Скорость движения электрода.
- Тип шва. Бывает одно- или двухсторонний.
- Угол сваривания элементов.
Горизонтальный способ сваривания считают самым комфортным. Он позволяет сразу выставить оптимальные параметры аппарата, чего не скажешь о вертикальных или потолочных швах.
Это связано с тем, что расплавленный металл, находясь в горизонтальной плоскости, не будет растекаться. Можно сразу приступать к работе на высоких параметрах, что позволить быстрее прогреть металл, увеличив скорость соединения.
Ввиду сложности расположения, наиболее сложной работой считают сварку потолочных швов. Работу выполняют только на низких параметрах, что не всегда позволяет обеспечить глубокий прогрев заготовки. В противном случае расплавленный металл будет быстро стекать с поверхности, под действием силы тяжести.
При постепенном прогреве поверхности расплавленный металл будет держаться под действием силы поверхностного натяжения.

К работе с потолочными соединениями допускаются только квалифицированные сварщики, способные контролировать степень нагрева деталей. В некоторых случаях используют альтернативный метод работы с потолочным швом – вместо снижения силы тока увеличивают скорость движения электрода. В результате металл не успевает приобрести сильную текучесть, а скорость выполнения работ увеличивается.
При снятии фаски с поверхности опытные специалисты рекомендуют несколько снизить токовые параметры, поскольку форма подготовленной детали обеспечивает более глубокую проплавку без увеличения мощности электрической дуги. Вместе с тем, скорость движения присадочного материала необходимо увеличить, во избежание прожогов изделий.
Как изменяется величина сварочного тока при увеличении длины дуги?
Электрическая дуга – рабочий инструмент сварщика, не зависимо от параметров работ и источника питания. Горение сопровождается выделением большого количества тепла, которым воздействуют на базовую поверхность и присадочный материал, создавая зону расплава. С помощью дуги выполняют следующие виды работ:
- Ручная дуговая сварка. Разряд воздействует непосредственно на поверхность, расплавляя металл и электрод. При изменении агрегатного состояния флюсовое покрытие выделяет газы, которые защищают зону расплава от контакта с атмосферой.
- Полуавтоматическая. В этом случае используется электрод, изготовленный из тугоплавкого материала. Присадочным материалом является проволока, подающаяся на дугу. Зону расплава защищают инертные газы.
- Автоматическая. Используется на крупных промышленных предприятиях. Исходя из названия, работа на таких установках не требует большого числа обслуживающего персонала. Несмотря на то, что работа может выполняются одновременно на нескольких постах, для управления достаточно одного оператора.
От параметров дуги зависит интенсивность прогрева поверхности и другие качественные показатели. На ее образование влияет диаметр сечения электрода – чем он больше, тем толще будет электрическая дуга. На свойства шва оказывает влияние не только толщина, но и длина дуги. Рассмотрим, как изменится величина сварочного тока при увеличении длины дуги.
Увеличение дуги вызвано изменением расстояния между наконечником стержня и свариваемой поверхностью. Электрический разряд начинает удлиняться, теряя свою плотность. При этом температурное воздействие на заготовку снижается.
По достижению критической точки, разряд потеряет свою стабильность и погаснет. Максимально возможная удаленность между точками зависит от параметров сваривания.
Дуга очень часто гаснет у неопытных сварщиков, при неосторожном движении кистью, которое увеличивает расстояние между анодом и катодом. Современные сварочные инверторы оснащены полезной функцией, которая называется «форсаж дуги». Ее функция заключается в увеличении амперных характеристик при удлинении дуги.
Как правильно подобрать на инверторе?

Инвертор – продукт полупроводниковых технологий. Главные преимущества данного аппарата – малые габариты, по сравнению со сварочными трансформаторами и высокий КПД, достигающий 95 %. Современные инверторные агрегаты способны работать в диапазоне от 20 до 500 А. Имеется ряд полезных функций, призванных облегчить мастеру жизнь:
- Быстрый старт,
- Форсаж дуги,
- Антизалипание электрода.
Многие аппараты оснащены приборами термозащиты. Профессиональные модели имеют пыле- и влагозащищенную конструкцию, способную функционировать в сложных условиях.
Все это делает аппараты идеальным выбором для домашнего пользования. После приобретения, начинающий специалист не знает, какой выбрать ток для сварки инвертором. Для решения этой проблемы следует руководствоваться рекомендациями завода-изготовителя. В случае их отсутствия, воспользуйтесь справочной литературой.
С основными сложностями сварщик сталкивается при работе с тонколистовым металлом, который очень легко прожечь. Подходить к этому процессу следует с особой осторожностью. Например, для сварки стального листа толщиной 0,8 миллиметров, необходимая сила тока составит 35 А. Рекомендуемая толщина электрода – не более 1,8 мм.
При работе с электродами диаметром 3-4 мм, которые считают самыми ходовыми для домашних работ, для расчета необходимых амперных характеристик, существует следующая формула:
I = d*40 – 10 %
Где I – сила тока, а d – величина сечения электрода.
Какое влияние имеет полярность?

Не зависимо от типа сварочного оборудования, режим выполнения работ тесно связан с полярностью. Она бывает двух типов:
- Прямая.
- Обратная.
При прямой полярности анод подключают на свариваемую деталь, а катод – на электрод аппарата. Процесс характеризуется ускоренным плавлением присадочного материала, скорость которого превышает интенсивность расплава заготовки.
Использование прямой полярности приводит к увеличению расхода электродного материала. Это оправдано при работе с тонколистовым металлом, либо при сварке тонкого элемента с массивной деталью.
Обратная полярность характеризуется подключением анода на электрод, а катода – на основной металл. При этом процесс приобретает противоположные качества – интенсивное плавление заготовки при экономном расходе электродов. Обратная полярность помогает работать с изделиями большой толщины.
Заключение
Основными параметрами, которые влияют на качество соединения, являются: сварочный ток, тип электродов и параметры дуги. Кроме того, следует помнить, что свойства различных металлов требуют индивидуального подхода. Опытный специалист без труда выберет оптимальный режим без дополнительной помощи. Новичку рекомендуем использовать справочники, во избежание получения некачественных швов.
Сварщик 5-го разряда Еремин Владимир Михайлович. Опыт работы – 13 лет: «Я работаю сварщиком на металлургическом комбинате. Участок выполнения работ – конвертерный цех, наложил свой отпечаток на тип работ. Очень редко сталкиваюсь с элементами, толщиной менее 10 мм. Варю, в основном, током обратной полярности – это помогает экономить электроды и увеличить степень прогрева рабочей зоны, что в итоге влияет на качество шва».
 (Пока оценок нет)
(Пока оценок нет)




